Abrasive is a material, often a mineral, that is used to shape or finish a workpiece through rubbing, which leads to part of the workpiece being worn away by friction. While finishing a material often means polishing it to gain a smooth, reflective surface, the process can also involve roughening as in satin, matte or beaded finishes. In short, the ceramics which are used to cut, grind and polish other softer materials are known as abrasives.
Cutting tool or cutter is used to cut, shape, and remove material from a workpiece by means of machining tools as well as shear deformation. There are several different types of single edge cutting tools that are made from a variety of hardened metal alloys that are vary in size as well as alloy composition depending on the size and the type of material being turned. These cutting tools are held stationary by what is known as a tool post which is what manipulates the tools to cut the material into the desired shape.
Machining is a process in which a material (often metal) is cut to a desired final shape and size by a controlled material-removal process. The processes that have this common theme are collectively called subtractive manufacturing, which utilizes machine tools, in contrast to additive manufacturing (3D printing), which uses controlled addition of material.
Material testing is an interdisciplinary field of materials science that covers the discovery of new materials and characteristic, classify particularly solids. The field is also commonly termed materials science and engineering emphasizing engineering aspects of building useful items, and materials physics, which emphasizes the use of physics to describe material properties.
Metrology is defined by the International Bureau of Weights and Measures (BIPM) as "the science of measurement, embracing both experimental and theoretical determinations at any level of uncertainty in any field of science and technology". It establishes a common understanding of units, crucial to human activity. Metrology is a wide reaching field, but can be summarized through three basic activities: the definition of internationally accepted units of measurement, the realisation of these units of measurement in practice, and the application of chains of traceability (linking measurements to reference standards). These concepts apply in different degrees to metrology's three main fields: scientific metrology; applied, technical or industrial metrology, and legal metrology.
Overall maintenance functions can defined as maintenance, repair and overhaul (MRO), and MRO is also used for maintenance, repair and operations. The technical meaning of maintenance involves functional checks, servicing, repairing or replacing of necessary devices, equipment, machinery, building infrastructure, and supporting utilities in industrial, business, and residential installations. Over time, this has come to include multiple wordings that describe various cost-effective practices to keep equipment operational; these activities occur either before or after a failure.
Sawing are commonly used for cutting hard materials. They are used extensively in forestry, construction, demolition, medicine, and hunting. saw is a tool consisting of a tough blade, wire, or chain with a hard toothed edge. It is used to cut through material, very often wood, though sometimes metal or stone. The cut is made by placing the toothed edge against the material and moving it forcefully forth and less vigorously back or continuously forward. This force may be applied by hand, or powered by steam, water, electricity or other power source. An abrasive saw has a powered circular blade designed to cut through metal or ceramic.
Kami merangkum informasi dari setiap prinsipal dan inovator teknik dalam menemukan dan menganalisis masalah dengan keahlian tertentu yang diperlukan. Dengan kata lain, tantangan Anda dalam menghubungkan manusia dengan bidang keahlian yang mungkin membutuhkan solusi terbaru. Jika Anda ingin berkontribusi pada artikel maupun ingin memilki direct link dan update, silahkan hubungi kami di Sales@Metalextra.com
Kami merangkum informasi dari setiap prinsipal dan inovator teknik dalam menemukan dan menganalisis masalah dengan keahlian tertentu yang diperlukan. Dengan kata lain, tantangan Anda dalam menghubungkan manusia dengan bidang keahlian yang mungkin membutuhkan solusi terbaru. Jika Anda ingin berkontribusi pada artikel maupun ingin memilki direct link dan update, silahkan hubungi kami di Sales@Metalextra.com
Kami merangkum informasi dari setiap prinsipal dan inovator teknik dalam menemukan dan menganalisis masalah dengan keahlian tertentu yang diperlukan. Dengan kata lain, tantangan Anda dalam menghubungkan manusia dengan bidang keahlian yang mungkin membutuhkan solusi terbaru. Jika Anda ingin berkontribusi pada artikel maupun ingin memilki direct link dan update, silahkan hubungi kami di Sales@Metalextra.com
Selamat datang di Blog Metalextra — tujuan utama kami yang baru untuk pembaruan berita dan cerita terbaru dari dalam Metalextra dan mitra. Kami berharap Blog Metalextra akan memungkinkan kami membawakan Anda lebih banyak cerita dan memberi tahu mereka dengan lebih banyak cara. Terima kasih telah membaca!
Metalextra pertama kali memulai blogging pada tahun 2019 — saat sebelum pandemi menyerang dengan ketidakpastian. Sejak itu Metalextra telah meningkat, dan kami telah menerbitkan ribuan posting di sejumlah besar topik yang terdiri dari pembaruan Produk, Cerita dan kabar berita perusahaan mitra kami, Berita terkait industri presisi dan banyak lagi.
Kami ingin memudahkan Anda menemukan topik mengenai teknik dan konten bermanfaat yang bisa memperluas cakrawala anda dibindang teknik presisi dan pengembangan diri. Blog Metalextra ini dirancang dalam Bahasa Indonesia untuk tumbuh dan berubah seperti yang kami lakukan, sehingga saat kami memperkenalkan produk dan teknologi baru, agar andapun bisa menemukan dan memandu Anda mencari solusi cerdas industri. Dan semuanya hadir dengan gambar, video, dan tayangan slide yang lebih besar dan indah. Jika Anda ingin berkontribusi pada artikel maupun ingin memilki direct link dan update, silahkan hubungi kami di Sales@Metalextra.com
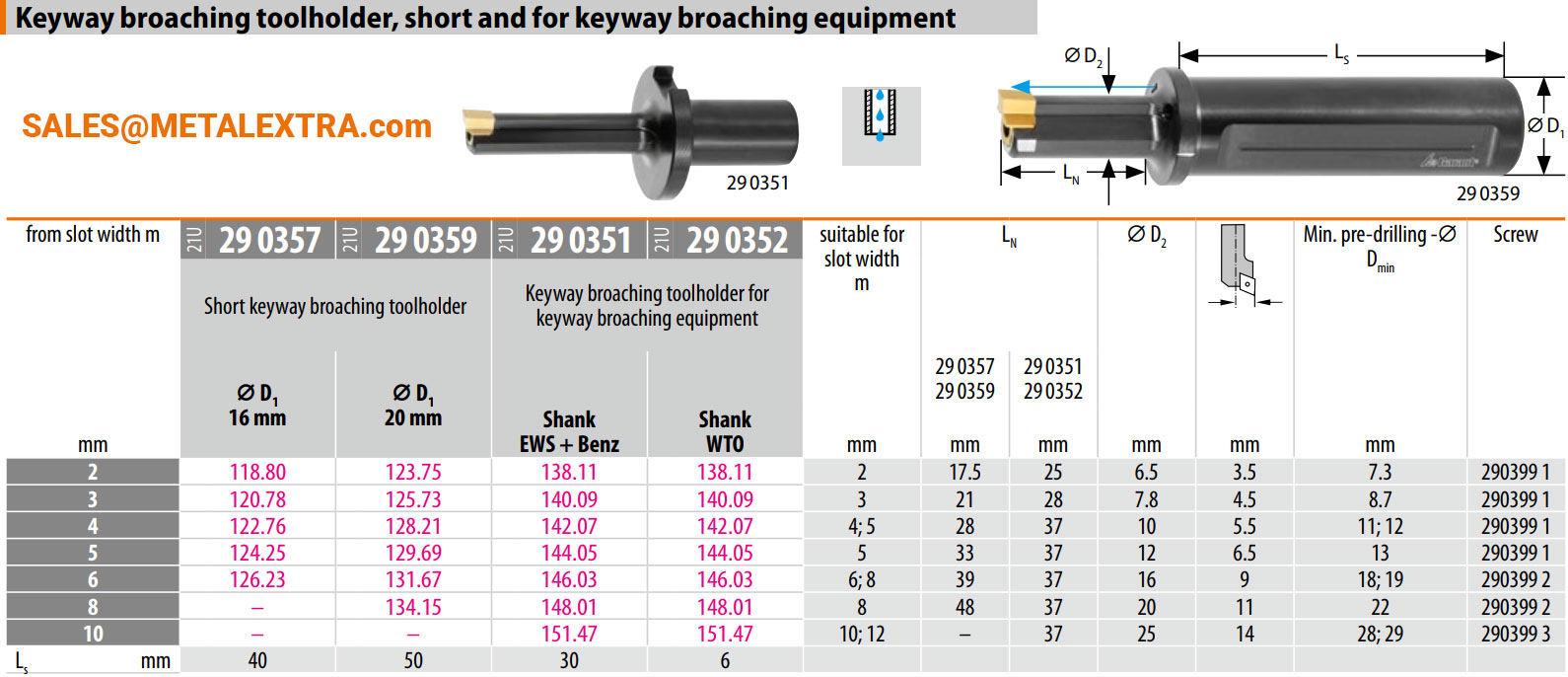
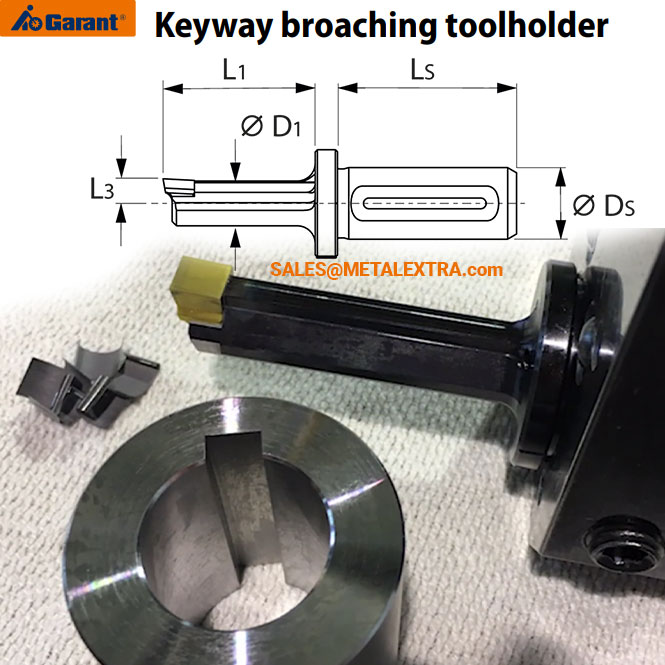
Pembubutan dan pembuatan galur bentuk geometri yang lurus bisa dilakukan dengan cepat jika menggunakan pisau pahat dan mesin yang sesuai. Operasi bubut broaching menawarkan kemampuan memahat dan operasi kerja membentuk material solid sesuai dengan rancang desain yang dibutuhkan. Dalam industri pemotongan bahan material dan manufaktur produk baku untuk industri presisi, rangkaian bentuk geometri pisau menentukan proses pahat bubut eksternal maupun internal dari produk tersebut. Tentu peralatan dan jenis metode potong juga menentukan cara kerja mekanis mesin, ragum penjepitan material, bentuk dan standar akurasi yang diterapkan. Dalam artikel ini kita bahas secara ringkas mengenai pisau bubut broaching atau yang dikenal juga dengan nama keyway frais cutter yang terstandar secara ISO maupun JIS dan DIN.
BROACHING CUTTER FUNGSINYA APA?
Pisau bubut keyway cutter dikenal juga sebagai pisau frais Broaching merupakan proses pemesinan yang menggunakan alat bergigi, yang disebut bros, untuk menghilangkan material dengan cara pahat konsisten disatu arah. Ada dua jenis utama broaching: permesinan linier atau maju mundur dan permesinan putar.
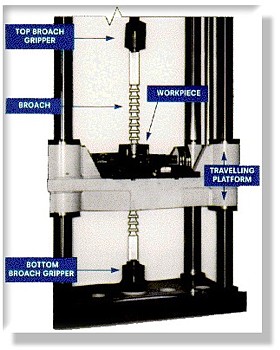
Dalam permesinan frais broaching linier, yang merupakan proses yang lebih umum, pisau broach bisa dijalankan secara linier terhadap permukaan benda kerja untuk mempengaruhi kedalaman pemotongan dan kekuatan pemakanan. Bros linier digunakan dalam mesin broaching, yang terkadang juga disingkat menjadi bros.
Pisau bubut keyway linear ini bisa dioperasikan dengan mesin khusus broaching yang bisa melakukan secara horisontal maupun mesin bubut keyway broaching secara vertikal.
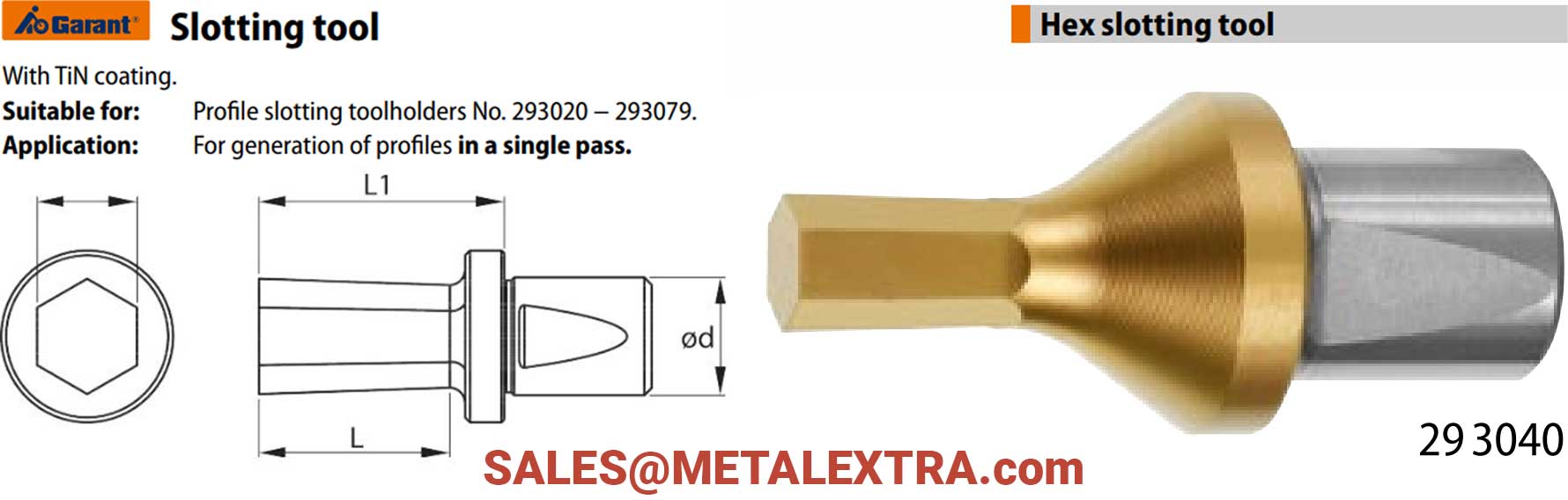
Dalam rotary broaching, pisau bros diputar dan ditekan ke dalam benda kerja untuk memotong bentuk aksisimetris. Bros putar digunakan dalam mesin bubut tipe Swiss lathe atau mesin bubut sekrup yang bisa bergerak presisi. Dalam kedua proses, pemotongan dilakukan dalam satu gerakan, yang membuatnya sangat efisien. Pisau broaching tipe ini juga memiliki 2 jenis konstruksi mata pisau; yaitu tipe solid dengan mata pisau yang menyatu pada gagangnya dan tipe indexable, yaitu mata pisau memiliki insert yang dikunci dan bisa dilepas pasang sesuai kebutuhan.
Tabel Mesin Broaching untuk Broaching Internal yang ideal Untuk pembuatan komponen gear Spline Broaching, Keyway Broaching, atau Operasi Broaching Internal lainnya.
Broaching juga merupakan Alat potong pisau dengan setang yang panjang dan bisa digunakan pada mesin bubut horizontal maupun vertikal mirip seperti Boring bar. Ujung Pisau frais insert ini dijepit dengan sekrup Allen key dan merupakan alat pemotong di mana ujung tajam mata pisau terdiri dari bagian terpisah dari setang holdernya.
Broaching keyway cutter tipe linear dikenal juga dengan nama slotting cutter. Pisau ini membutuhkan adapter tambahan agar bisa digunakan pada mesin bubut tipe Swiss.
Selain untuk memahat dan menggerus baginya internal dari benda kerja berbentuk silinder, dalam banyak aplikasi Custom, pisau broaching tipe rotary juga bisa dimodifikasi dengan susunan bahan pisau insert yang dibrazing, dilas, atau dijepit ke badan yang terbuat dari bahan lain maupun berukuran lebih besar. Gerakan secara linear atau gerakan maju mundur ini memang cenderung lebih cocok untuk pembubutan material kerja membentuk rack dan pinion karena bentuk dan arah kerjanya untuk menggerus garitan lurus dan bentuk pahatan yang juga dikenal sebagai keyway broaching.
Setang bubut boring bar dengan diameter potong yang lebih kecil terbuat dari material baja HSS maupun Carbide yang solid.
Kinerja potong boring bar juga tergantung dari jenis mata pisau insertnya. Ada pula boring bar dengan mata pisau insert yang bentuknya unik dan tidak standar. Tiap merek produsen memang banyak yang saling meniru namun tidak secara persis sama. Tetapi walaupun bentuknya tidak sama, dalam jenis di mana bagian pemotong adalah bagian yang dapat diindeks atau dijepit oleh sekrup, pisau pemotong tersebut disebut juga dengan sisipan insert (karena mereka dimasukkan ke dalam badan alat).
Alat pisau bubut umumnya menggunakan sistem pisau insert indexable yang bongkar pasang karena memungkinkan setiap bagian dari alat, betis dan pemotong, dibuat dari bahan dengan sifat terbaik untuk pekerjaannya. bahan untuk pemotong (ujung brazing atau sisipan penjepit) termasuk semen karbida, berlian polikristalin, dan boron nitrida kubik. Alat potong yang biasanya diberi tip mata pisau yang memiliki insert termasuk pemotong penggilingan (seperti end mill, Face mill, fly cutter), bit drill, router bit, dan mata gergaji (terutama yang memotong logam).
Broaching cutter bar tipe linear ini sekilas mirip bentuknya dengan Boring bar pada mesin bubut menggunakan pisau insert yang bisa dilepas pasang ketika sudah tumpul, sehingga penggantian lebih cepat dan presisi.
BORING BAR DENGAN PISAU INSERT KEUNGGULAN DAN KELEMAHANNYA APA?
Boring bar menentukan daya tahan dan jangkauan kedalaman dalam memperbesar lubang yang akan dibubut. Benda kerja produksi yang akan dibentuk dengan boring bar yang memiliki ujung pisau frais insert tentunya memilki standar kualitas tertentu yang ingin dikejar. Oleh sebab itulah proses awal pengasaran dengan insert, dikenal sebagai roughing yang merupakan langkah awal machining hingga tahap akhir finishing dilakukan. Karena ujung pisaunya bisa diganti, umumnya boring bar memang menggunakan pisau insert yang berbeda fungsinya.
Proses bubut dengan boring bar bisa dilakukan dengan beberapa tahapan dan penggantian sudut dan bentuk yang akurasinya sudah ditetapkan. Bahan yang tidak diinginkan tersebut bisa diratakan, ditumpulkan atau dihapus dan dihaluskan dengan alat kerja dan prosesnya yang disebut machining. Dalam sistem produksi massal dibutuhkan dimensi dan akurasi yang sesuai dengan kualitas produksi dan biaya manufaktur yang terjangkau.
Dalam proses pembubutan, pisau internal grooving atau pisau bubut boring bar merupakan pisau bubut tipe sekunder. Pisau bubut Tipe sekunder ini bisa digunakan untuk memperbesar diameter pahat bagian dalam dari benda kerja silinder.
Keuntungan dari alat cutting tool broaching bar dengan mata pisau indexable sebagai berikut:
Hanya perlu memasukkan sedikit bahan pemotong untuk memberikan kemampuan pemotongan yang karakternya diinginkan.
Ukurannya yang kecil sehingga pembuatan insert lebih mudah daripada membuat alat solid dari bahan yang sama. Ini juga mengurangi biaya karena pegangan alat dapat dibuat dari bahan yang lebih murah dan lebih tangguh.
Dalam beberapa situasi, pisau potong yang matanya berujung insert lebih baik dari padanannya karena alat ini menggabungkan ketangguhan holder pemegang alat bermaterial Tool-Steel yang tahan menyerap daya dan getaran dengan material keras yang kurang tahan getaran pada pisau insert.
Menghemat waktu dalam proses produksi dengan memungkinkan cutting edge baru disajikan secara berkala tanpa perlu pengasahan mata pisau alat, perubahan pengaturan, atau memasukkan nilai baru ke dalam program CNC.
Lebih presisi karena saat mata insert tumpul tinggal diganti dengan insert baru dengan holder yang sama, sehingga cocok untuk aplikasi yang mengejar nilai keakuratan
Bisa mencoba dan menggunakan berbagai macam merek, terutama jika sudah terstandarisasi ISO seperti pada alat potong bubut pada material yang ukurannya besar.
Mempermudah kalangan teknisi tool-maker untuk membuat pisau potong insert untuk kegunaan lain. Kami sering melihat pelanggan kami kontraktor bangunan menggunakan pisau insert carbide dalam susunan konikal kerucut sebagai mata pisau pengeboran tanah untuk pemancangan pondasi bangunan. Tool maker hanya membuat holder saja dan memilih insert yang sesuai.
Bisa didaur ulang dan diubah fungsi menjadi bahan material pisau lain, terutama insert yang tidak memiliki coating.
Untuk mengupas bagian eksternal bisa digunakan beragam tipe geometri pisau insert bubut. Yang paling penting diperhatikan adalah jenis bentuknya kemudian desain relief chip breaker, grade pisau dan kecepatan pemakanannya.
Disamping keuntungan diatas, tentunya juga ada kerugian maupun ketidakcocokan dari alat cutting tool broaching bar Indexable dengan insert yang bisa bongkar pasang, yaitu:
Kurang optimal dalam pengerjaan material yang sangat panas dan rentan pemuaian seperti Cast Iron maupun material yang abrasif seperti Ceramic, karena sambungan antara pemegang pahat dan insert mengurangi kekakuan.
Kurang sesuai untuk proses machining pada material yang diameternya kecil kurang dari 5 cm.
Dalam aplikasi milling maupun boring, seringkali insert tidak terstandar ISO, sehingga sulit untuk mencari penggantinya dengan geometri yang sama tanpa perlu mengganti cutting parameter.
Teknisi dan pengrajin CNC lebih suka cutting tool yang bisa diasah karena mereka sudah memiliki keahlian dalam bidang tersebut.
Rentan kehilangan dan pencurian karena ukurannya kecil dan bernilai tinggi.
Workshop tersebut tidak membutuhkan nilai presisi tersebut.
Dalam setiap penjualan satu kotak insert berisikan 10 PCS, sedangkan yang dibutuhkan hanya dua atau tiga pcs saja.
Banyak beredar insert palsu yang meresahkan teknisi, karena barang palsu tersebut bisa merusak nilai presisi, terutama jika patah saat proses pengerjaan.
Insert membutuhkan holder yang berkualitas tertentu, bagi teknisi yang masih punya banyak holder boring bar bekas, mengelas insert atau membuat dudukan insert di holder bekas dianggap merepotkan.
Workshop tidak memiliki budget untuk mengganti dengan holder dan insert yang tepat karena mereka lebih suka mengerjakan benda tidak presisi.
Mentalitas dan kurangnya pengalaman dari teknisi bubut.
Dalam situasi lain, Broaching bar itipe linear ni masih banyak juga ditawarkan dalam bentuk konstruksi solid, terutama untuk boring bar yang mata pisaunya berukuran sangat kecil. Pisau frais broaching bar ini merupakan alat potong sekunder yang kualitas dan keberhasilan potongannya juga tergantung dari kemampuan alat potong primer seperti drill maupun mata bor. Pisau frais broaching bar dengan mata pisau insert mungkin sedikit lebih umum daripada Broaching bar solid padat, tetapi alat broaching cutter bar solid dan padat masih digunakan di banyak aplikasi. Seluruh katalog solid-high-speed steel (HSS) dan solid-carbide end mill, misalnya, memainkan bagian-bagian yang menonjol di beberapa bidang praktik penggilingan, termasuk diesinking, pembuatan cetakan, dan pekerjaan luar angkasa atau produksi batch proyek.
JENIS INSERT INDEXABLE PADA BROACHING BAR
Sisipan Insert Wiper, digunakan dalam mesin giling atau bubut. Ini dirancang untuk pemotongan jadi, untuk memberikan permukaan halus pada permukaan yang sedang dipotong. Menggunakan geometri khusus untuk memberikan hasil akhir yang baik pada benda kerja pada laju gerak makan lebih tinggi dari normal. Sisipan penghapus umumnya memiliki area yang lebih besar bersentuhan dengan benda kerja, sehingga mereka mengerahkan kekuatan yang lebih tinggi pada benda kerja. Ini membuatnya tidak cocok untuk benda kerja yang rapuh.
Insert ISO, Sistem penandaan insert ISO1832 digunakan untuk memutar dan menggiling sering diberi nomor sesuai dengan standar ISO 1832. Standar ini bertujuan untuk membuat penamaan, penetapan, dan pemesanan sisipan menjadi proses yang sederhana, konsisten, dan dapat dilacak. Standar ini memperhitungkan sistem metrik dan imperial unit, meskipun elemen tertentu berbeda untuk setiap sistem unit. Kode tersebut terdiri dari hingga 13 simbol dengan 12 simbol pertama wajib untuk sisipan yang terdiri dari kubik boron atau berlian poliamristalin dan 7 simbol pertama wajib untuk semua jenis komposisi lainnya.
PISAU INSERT BUBUT DAN MILLING MIRIP TAPI DESAIN CHIPBREAKER DAN GRADE TAK SAMA
Dalam industri saat ini, indexable tool banyak digunakan dalam operasi bubut maupun boring dan milling. Memang ada banyak merek yang menggunakan pisau insert yang bisa bongkar pasang karena pertimbangan harga dan presisi sehingga menjadi lebih umum daripada pisau cutting tool yang solid padat. Pisau frais insert yang diperuntukkan bagi holder mesin bubut bisa saja dimasukkan pada holder Milling tipe face milling, asalkan memiliki Varian standar ISO yang mirip dan sekrup pengunci Allen key dengan tipe yang sama.
Pisau insert berstandar ISO sangat banyak digunakan di banyak aplikasi, terutama jika material yang diolah tersebut berdiameter kecil dan solid. Seluruh katalog solid-high-speed steel (HSS) dan solid-carbide end mill, misalnya, memainkan bagian-bagian yang menonjol di beberapa bidang praktik penggilingan, termasuk diesinking, pembuatan cetakan, dan pekerjaan luar angkasa atau produksi batch. Sebagian besar holder mesin milling maupun dengan bubut memiliki banyak bit alat solid-HSS dan solid-carbide serta banyak bit tool insert-tip, dan sebagian besar operasi komersial yang melibatkan router (seperti lemari dan pabrikan moulding fiber) menggunakan banyak solid-HSS dan solid- bit router karbida serta beberapa bit berujung tajam yang bisa dilepas pasang.
KESIMPULAN
Di Metalextra, rencana kerja kami terlaksana karena kami mendengarkan, mengulas, dan menganalisis tantangan dari pelanggan kami. Spesialis kami akan memulai dengan menghabiskan waktu di lantai workshop Anda dan di laboratorium Anda. Kemudian, kami mencari solusi dan menemukan jawaban yang sesuai dengan kebutuhan anda.
Tim spesialis kami telah bekerja tanpa lelah untuk menemukan alat kerja terbaik sehingga pelanggan kami bisa tenang mengetahui bahwa mereka memiliki alat terbaik mutlak untuk pekerjaan operasional turning maupun pengolahan logam presisi. Dengan memperkenalkan produk-produk yang ditujukan pada posisi teratas pasar global, kami akan melanjutkan upaya kami untuk berkontribusi pada pembentukan masyarakat Indonesia yang makmur.
Jika Anda berminat untuk membeli alat kerja presisi ataupun beragam alat aksesoris machining dan cutting tool dimensi metric lainnya silahkan hubungi kami melalui chat online yang ada di pojok kanan bawah website ini atau melalui email: sales@metalextra.com Semoga bermanfaat. Wassalam!
Sumber:
Tim Kreatif Metalextra.com, Tulisan ini merupakan opini Pribadi di media milik sendiri.
Awalnya dipublikasikan pada7 February 2020 @ 9:37 AM













































































































































 Setang bubut boring bar dengan diameter potong yang lebih kecil terbuat dari material baja HSS maupun Carbide yang solid.
Setang bubut boring bar dengan diameter potong yang lebih kecil terbuat dari material baja HSS maupun Carbide yang solid.