Abrasive is a material, often a mineral, that is used to shape or finish a workpiece through rubbing, which leads to part of the workpiece being worn away by friction. While finishing a material often means polishing it to gain a smooth, reflective surface, the process can also involve roughening as in satin, matte or beaded finishes. In short, the ceramics which are used to cut, grind and polish other softer materials are known as abrasives.
Cutting tool or cutter is used to cut, shape, and remove material from a workpiece by means of machining tools as well as shear deformation. There are several different types of single edge cutting tools that are made from a variety of hardened metal alloys that are vary in size as well as alloy composition depending on the size and the type of material being turned. These cutting tools are held stationary by what is known as a tool post which is what manipulates the tools to cut the material into the desired shape.
Machining is a process in which a material (often metal) is cut to a desired final shape and size by a controlled material-removal process. The processes that have this common theme are collectively called subtractive manufacturing, which utilizes machine tools, in contrast to additive manufacturing (3D printing), which uses controlled addition of material.
Material testing is an interdisciplinary field of materials science that covers the discovery of new materials and characteristic, classify particularly solids. The field is also commonly termed materials science and engineering emphasizing engineering aspects of building useful items, and materials physics, which emphasizes the use of physics to describe material properties.
Metrology is defined by the International Bureau of Weights and Measures (BIPM) as "the science of measurement, embracing both experimental and theoretical determinations at any level of uncertainty in any field of science and technology". It establishes a common understanding of units, crucial to human activity. Metrology is a wide reaching field, but can be summarized through three basic activities: the definition of internationally accepted units of measurement, the realisation of these units of measurement in practice, and the application of chains of traceability (linking measurements to reference standards). These concepts apply in different degrees to metrology's three main fields: scientific metrology; applied, technical or industrial metrology, and legal metrology.
Overall maintenance functions can defined as maintenance, repair and overhaul (MRO), and MRO is also used for maintenance, repair and operations. The technical meaning of maintenance involves functional checks, servicing, repairing or replacing of necessary devices, equipment, machinery, building infrastructure, and supporting utilities in industrial, business, and residential installations. Over time, this has come to include multiple wordings that describe various cost-effective practices to keep equipment operational; these activities occur either before or after a failure.
Sawing are commonly used for cutting hard materials. They are used extensively in forestry, construction, demolition, medicine, and hunting. saw is a tool consisting of a tough blade, wire, or chain with a hard toothed edge. It is used to cut through material, very often wood, though sometimes metal or stone. The cut is made by placing the toothed edge against the material and moving it forcefully forth and less vigorously back or continuously forward. This force may be applied by hand, or powered by steam, water, electricity or other power source. An abrasive saw has a powered circular blade designed to cut through metal or ceramic.
Kami merangkum informasi dari setiap prinsipal dan inovator teknik dalam menemukan dan menganalisis masalah dengan keahlian tertentu yang diperlukan. Dengan kata lain, tantangan Anda dalam menghubungkan manusia dengan bidang keahlian yang mungkin membutuhkan solusi terbaru. Jika Anda ingin berkontribusi pada artikel maupun ingin memilki direct link dan update, silahkan hubungi kami di Sales@Metalextra.com
Kami merangkum informasi dari setiap prinsipal dan inovator teknik dalam menemukan dan menganalisis masalah dengan keahlian tertentu yang diperlukan. Dengan kata lain, tantangan Anda dalam menghubungkan manusia dengan bidang keahlian yang mungkin membutuhkan solusi terbaru. Jika Anda ingin berkontribusi pada artikel maupun ingin memilki direct link dan update, silahkan hubungi kami di Sales@Metalextra.com
Kami merangkum informasi dari setiap prinsipal dan inovator teknik dalam menemukan dan menganalisis masalah dengan keahlian tertentu yang diperlukan. Dengan kata lain, tantangan Anda dalam menghubungkan manusia dengan bidang keahlian yang mungkin membutuhkan solusi terbaru. Jika Anda ingin berkontribusi pada artikel maupun ingin memilki direct link dan update, silahkan hubungi kami di Sales@Metalextra.com
Selamat datang di Blog Metalextra — tujuan utama kami yang baru untuk pembaruan berita dan cerita terbaru dari dalam Metalextra dan mitra. Kami berharap Blog Metalextra akan memungkinkan kami membawakan Anda lebih banyak cerita dan memberi tahu mereka dengan lebih banyak cara. Terima kasih telah membaca!
Metalextra pertama kali memulai blogging pada tahun 2019 — saat sebelum pandemi menyerang dengan ketidakpastian. Sejak itu Metalextra telah meningkat, dan kami telah menerbitkan ribuan posting di sejumlah besar topik yang terdiri dari pembaruan Produk, Cerita dan kabar berita perusahaan mitra kami, Berita terkait industri presisi dan banyak lagi.
Kami ingin memudahkan Anda menemukan topik mengenai teknik dan konten bermanfaat yang bisa memperluas cakrawala anda dibindang teknik presisi dan pengembangan diri. Blog Metalextra ini dirancang dalam Bahasa Indonesia untuk tumbuh dan berubah seperti yang kami lakukan, sehingga saat kami memperkenalkan produk dan teknologi baru, agar andapun bisa menemukan dan memandu Anda mencari solusi cerdas industri. Dan semuanya hadir dengan gambar, video, dan tayangan slide yang lebih besar dan indah. Jika Anda ingin berkontribusi pada artikel maupun ingin memilki direct link dan update, silahkan hubungi kami di Sales@Metalextra.com
Mesin penggilingan banyak digunakan dalam industri manufaktur. Ada banyak komponen dan desain benda teknik dari beragam material yang digunakan dengan berbagai akurasi. Pada industri otomotif hingga produk kelistrikan, penggunaan mesin milling jenis CNC sudah wajib dibutuhkan. Kebutuhan umum meliputi material logam besi, Aluminium, Stainless Steel hingga logam eksotis seperti Titanium dan Inconel. Tentunya membutuhkan metode khusus untuk di milling, digergaji maupun dibubut. Ukuran dan konstruksi mesin penggilingan yang tahan lama juga memberikan dukungan luar biasa untuk menangani pekerjaan berat tanpa merusak komponen internalnya sendiri.
Dalam artikel ini kita akan memberikan ringkasan tentang metode penggilingan secara umum. Selain mesin yang baik, anda juga mesti memiliki alat holder yang tepat, vise yang handal dan SDM operator yang sanggup mengontrol software kontroler. Ini memberikan opsi kontrol komputer yang fleksibel untuk tujuan pemotongan, sekaligus mengurangi kesalahan manusia. Ada berbagai metode milling dan mekanisme teknis pengoperasian yang mampu menjamin hasil pemotongan akurat dengan mesin CNC, salahsatunya adalah Trochoidal Milling!.
APA ITU TROCHOIDAL MILLING?
Dalam rutinitas produksi, umumnya operator mengerjakan tugas Milling yang telah ditetapkan dengan pemodelan geometri yang disarankan oleh bos desainer CAD dan Engineering departemen dalam sistem desain milling modern. Feed rate, indikator produktivitas dan target produksi yang meliputi fitur permukaan mikrogeometrik, dikerjakan dengan berbagai jenis penggilingan, perlu direncanakan dan dilaksanakan secara sistematis. Namun, tentunya dibutuhkan inovasi metode operasional Milling secara bertahap untuk mencapai efisiensi tooling dan manajemen produksi.
Penggilingan trochoidal merupakan metode pemesinan yang digunakan untuk membuat slot yang lebih lebar dari diameter pemotongan pada pisau frais atau endmil pahat. Sederhananya, anda menggunakan peralatan yang sama untuk memotong material yang lebih keras ataupun anda menggunakan alat yang sama dengan lebih cepat dan irit.
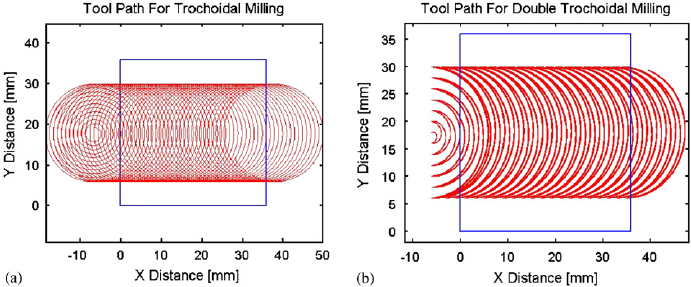
Dalam teknologi manufaktur, cutting tool endmill dan teknologi penggilingan digunakan untuk mengolah material dengan metode potong alur axial maupun mengulangi pola stek (permukaan zig-zag) dan penggilingan trochoid, yang dilakukan dengan cara kinematik yang berbeda. Serangkaian potongan melingkar yang dikenal sebagai jalur alat trochoidal, merupakan suatu bentuk High Efficiency Milling (HEM), penggilingan trochoid memanfaatkan kecepatan tinggi sambil mempertahankan kedalaman potong radial yang rendah atau radial depth of cut (RDOC) dan kedalaman potong aksial yang tinggi axial depth of cut (ADOC).
Penggilingan trochoidal sebagian besar didasarkan pada teori bahwa hasil milling yang permukaannya akurat dan mulus bisa didapat jika chip yang dipotong tersebut bentuknya tipis dan kecil dalam proses permesinan. Jika alat endmil pemotong memiliki beban chip yang optimal maka akan sangat menentukan lebar dan ukuran ideal chip yang dihasilkan. Konsep penipisan chip melibatkan pemesinan dengan beban chip yang lebih besar dari “optimal” untuk mempertahankan ketebalan chip maksimum yang konstan. Berbeda dengan lintasan pahat endmil radial linier lengkap dalam permesinan konvensional, penggilingan trochoidal memanfaatkan lintasan pahat endmil spiral dengan RDOC rendah untuk mengurangi beban dan keausan pada sisi tajam endmil tersebut.
Dengan NC Kontroler yang tepat, operator bisa dengan cepat mengatur tool-path atau jalur pemotongan, feed rate dan berapa banyak pass yang dibutuhkan.
MENGAPA TROCHOIDAL MILLING?
Penggilingan trochoidal dapat sangat menguntungkan dalam aplikasi tertentu seperti roughing, reaming, ramping bertangga-tangga maupun slotting. Mengapa? Karena berkurangnya keterlibatan gaya radial dari sisi pisau tajam pada endmil mengurangi jumlah panas yang dihasilkan pada material sekaligus juga mengurangi kekuatan cutting dan beban torsi pada spindle. Berkurangnya gaya radial memungkinkan akurasi yang lebih besar selama produksi dan memungkinkan fitur mesin yang lebih halus dan lebih presisi pada suatu bagian yang dipotong.
Penggilingan logam yang nilai hardnessnya hingga 52 HRC dan lebih keras dengan endmil pemotong karbida padat sebetulnya bisa lebih mudah jika operator mesin mempekerjakan penggilingan metode trochoid dan menerapkan alat pemotong dengan substrat, pelapisan dan geometri yang tepat. Penggilingan trochoidal adalah teknik di mana alat pemotong, baik yang solid atau yang dapat diindeks, mengambil DOC ringan sambil mengikuti gerakan melingkar, memungkinkan pengguna untuk menggunakan lebih banyak panjang ulir tajam endmill dalam benda kerja daripada penggilingan konvensional sekaligus meningkatkan ukuran permukaan. Ketika membuat benda kerja 52 HRC melalui penggilingan konvensional, misalnya, rekaman permukaan mungkin 80 hingga 125 sfm (24,4 hingga 38,1 m / mnt), sedangkan penggilingan trochoidal dapat mencapai 500 hingga 600 sfm (152,4 hingga 182,89 m / mnt).
Selain itu, kedalaman potong radial yang lebih rendah memungkinkan kedalaman pemotongan aksial yang lebih tinggi, yang berarti bahwa seluruh panjang ujung potong dapat digunakan. Ini memastikan bahwa panas dan gaya potong didistribusikan di seluruh ujung tombak alat, daripada terkonsentrasi pada satu bagian. Pengurangan panas dan keausan, dikombinasikan dengan penyebaran seragam pada ujung tombak, menghasilkan umur pahat yang meningkat secara signifikan dibandingkan metode penempatan konvensional.
Mengingat berkurangnya kekuatan destruktif, kecepatan alat pemotong dapat ditingkatkan. Karena keseluruhan panjang potongan digunakan, penggilingan trochoidal dapat menghilangkan kebutuhan akan kedalaman potong aksial yang banyak. Peningkatan parameter berjalan dan pengurangan jumlah lintasan sangat mengurangi waktu siklus. Secara umum, keuntungan penggilingan Trochoidal Milling:
Penurunan kekuatan potong
Mengurangi panas
Akurasi pemesinan yang lebih baik
Kehidupan alat yang ditingkatkan
Waktu siklus lebih cepat
Satu alat untuk beberapa ukuran slot
Karena penggilingan trochoidal menggunakan alat untuk mesin slot yang lebih lebar dari diameter pemotongannya, alat yang sama dapat digunakan untuk membuat slot dengan berbagai ukuran, dan juga menghemat waktu penggantian alat, tergantung pada persyaratan bagian tersebut.
Sebagian besar operasional Trochoidal Milling menggunakan mesin CNC yang dikendalikan oleh perangkat lunak kontrol panel yang terintegrasi – Seperti perangkat lunak lainnya, terkadang ada update software/firmware untuk pembaruan (atau versi yang ditingkatkan) untuk meningkatkan efisiensi mesin presisi yang lebih tinggi dalam jangka panjang. Oleh karena itu, operator mesin harus mahir dalam pemrograman kode-G dan pemrograman percakapan lain sebelum mereka mulai mengoperasikan mesin. Hari-hari ini, sering melihat mesin yang dikendalikan oleh perangkat lunak kontrol canggih, yang memberikan opsi layar sentuh dan antarmuka pengguna yang lebih ramah.
Mesin penggilingan adalah alat yang terdiri dari pemotong yang memiliki banyak fungsi di industri logam. Mesin milling terkenal karena fitur yang dapat disesuaikan untuk melakukan pemotongan yang presisi. Oleh karena itu, telah menjadi mesin yang penting dan canggih di antara pabrikan. Gagasan mengatur pemotong pada berbagai kecepatan untuk membentuk bentuk diakui sebagai subjek mendalam yang penting bagi mereka yang berfungsi sebagai produsen di pasar. Keuntungan Mesin Penggilingan CNC:
Ukuran dan konstruksi mesin penggilingan yang tahan lama memberikan dukungan luar biasa untuk menangani mesin besar dan lebih berat tanpa merusak dirinya sendiri.
memberikan opsi kontrol komputer yang fleksibel untuk tujuan pemotongan.
Ini mengurangi kemungkinan kesalahan manusia.
Ini menjamin pemotongan yang akurat karena pisau dapat bergerak dalam sudut yang berbeda saat memotong.
Ketersediaan penyesuaian. Dimungkinkan untuk memotong logam dengan beragam bentuk dengan lebih dari satu jenis pisau pemotong.
Penggunaan beberapa pemotong.
Dapat melakukan beberapa pemotongan secara bersamaan. Logam dipahat pada kecepatan tinggi dan dapat dikontrol juga.
Meskipun slotting adalah operasi roughing, kedalaman potong radial yang berkurang dan gaya potong yang berkurang dari penggilingan trochoidal sering menghasilkan penyelesaian yang lebih baik dibandingkan lekukan perkakas slotting konvensional. Namun, penyelesaian akhir di sepanjang dinding benda kerja mungkin diperlukan untuk menghilangkan ujung yang tersisa dari gerakan spiral alat pemotong.
TANTANGAN TROCHOIDAL MILLING
Tantangan dari penggilingan trochoid biasanya ditemukan dengan mesin milling dan sumber daya manusia operator yang mengontrol perangkat lunak dari kontrolernya. Mesin yang tepat untuk mengambil keuntungan dari penggilingan trochoid tidak hanya akan mampu kecepatan tinggi dan memberi gaya feed pemakanan yang akurat, tetapi juga akan mampu membuat laju umpan yang terus berubah saat alat bergerak di sepanjang jalur spiral itu. Ketidakmampuan untuk mengubah laju umpan akan menyebabkan penipisan chip yang dapat menghasilkan hasil yang tidak ideal dan berpotensi menyebabkan kerusakan alat endmil, terutama pada pangkal corner pisaunya. Perangkat lunak khusus mungkin juga diperlukan untuk memprogram jalur alat dan laju umpan untuk proses ini.
Operasional ini semakin rumit oleh faktor-faktor seperti rasio diameter pemotong dengan ukuran alur, serta kedalaman potong radial untuk rasio yang berbeda ini. Sebagian besar angka menunjukkan diameter pemotong 50% -70% dari lebar slot akhir, sedangkan kedalaman potong radial harus sama dengan 10% -35% dari diameter pemotong (Tabel 1), tetapi opsi paling aman adalah selalu berkonsultasi dengan produsen alat endmil maupun produsen mesin milling tersebut.
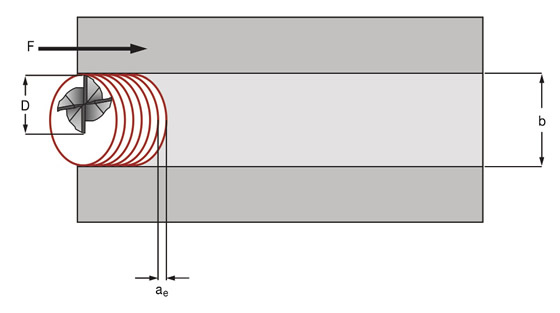
Penggilingan trochoidal slot penuh memerlukan alat yang memiliki diameter (D) sekitar 70 persen dari lebar slot (b) yang dipotong, di mana (F) adalah arah dan WOC (ae) sekitar 5 hingga 15 persen dari diameter alat, tergantung bahan dan kekerasannya. Ilustrasi dari WIDIA Products Group.
PENGGILINGAN TROCHOIDAL DI MICROMACHINING APAKAH BISA?
Manfaat teknik ini saat Micromachining tentu ada, terutama jika geometry material yang akan diukir bentuknya rata atau flat. Micromachining juga bisa mendapatkan manfaat dari penggilingan trochoidal. Namun, seiring berkurangnya keterlibatan gaya fisika dengan gerakan radial dan gaya potong yang lebih rendah yang dihasilkan selama lintasan pahat trochoidal mengurangi gaya pahat pada pahat. Ini terutama penting untuk perkakas endmil berdiameter lebih kecil, karena lebih lemah dan kurang kaku, dan gaya potong yang dikurangi mengurangi kemungkinan defleksi endmil dan beresiko rusak.
Tantangan Saat Micromachining tentunya juga ada. Walaupun penggilingan trochoid dengan alat endmil miniatur secara teori bermanfaat, ada tantangan tambahan yang terkait dengan alat endmil berdiameter yang lebih kecil. Alat pemotong miniatur jauh lebih rentan terhadap kerusakan karena runout dan getaran spindel, inkonsistensi material, pemuatan yang tidak merata, dan banyak variabel lain yang muncul selama pemesinan. Tergantung pada aplikasi Anda, mungkin ada baiknya menggunakan alat dengan diameter terbesar untuk kekuatan ekstra. Meskipun ada manfaat potensial pada tingkat miniatur, lebih banyak perhatian harus diberikan pada pengaturan mesin dan material untuk memastikan alat memiliki peluang keberhasilan tertinggi.
Sama seperti HEM, sebagai aturan umum, penggilingan trochoid seharusnya tidak dipertimbangkan ketika menggunakan alat dengan diameter pemotongan kurang dari 0,8mm atau sekitar 0,031 Inchi. Meskipun memungkinkan, penggilingan metode trochoidal mungkin sangat menantang atau berisiko pada endmil diameter di bawah diameter 1,6mm atau 0,062 Inch, dan aplikasi dan mesin Anda harus dipertimbangkan dengan hati-hati.
Metode Trochoidal juga bisa diterapkan pada mesin Router CNC.
KESIMPULAN
Penggilingan trochoidal merupakan teknik Penggilingan Efisiensi Tinggi (Kecepatan tinggi yang dimaksud adalah operasional mesin milling untuk tingkat ADOC tinggi, RDOC rendah) yang ditandai dengan jalur alat cutting tool Endmil yang melingkar, atau trochoidal. Gaya penggilingan ini terbukti menawarkan manfaat proses pemesinan yang signifikan, seperti meningkatkan umur ekonomis masa pakai alat, mengurangi waktu pemesinan, dan lebih sedikit coolant dan biaya beban listrik yang diperlukan untuk suatu pekerjaan. Namun, sangat penting untuk memiliki mesin dan perangkat lunak yang mampu mengerjakan dengan kecepatan dan umpan feed tinggi serta laju umpan yang terus berubah untuk menghindari kegagalan alat endmil yang kritis. Sementara alat endmill miniatur masih bisa mendapatkan keuntungan dari penggilingan trochoid, risiko kerusakan alat endmil juga harus dipertimbangkan dengan hati-hati, terutama pada pemotong endmil di bawah diameter 1,6mm atau 0,062 Inch. Meskipun penggilingan trochoidal dapat meningkatkan efisiensi permesinan Anda di banyak aplikasi, sebaiknya anda berkonsultasi dengan suplier alat cutting tool tersebut.
Di Metalextra, rencana kerja kami terlaksana karena kami mendengarkan, mengulas, dan menganalisis tantangan dari pelanggan kami. Spesialis kami akan memulai dengan menghabiskan waktu di lantai workshop Anda dan di laboratorium Anda. Kemudian, kami mencari solusi dan menemukan jawaban yang sesuai dengan kebutuhan anda.
Tim spesialis kami telah bekerja tanpa lelah untuk menemukan alat kerja terbaik sehingga pelanggan kami bisa tenang mengetahui bahwa mereka memiliki alat terbaik mutlak untuk pekerjaan operasional turning maupun pengolahan logam presisi. Dengan memperkenalkan produk-produk yang ditujukan pada posisi teratas pasar global, kami akan melanjutkan upaya kami untuk berkontribusi pada pembentukan masyarakat Indonesia yang makmur.
Jika Anda berminat untuk membeli alat kerja presisi ataupun beragam alat aksesoris machining dan cutting tool dimensi metric lainnya silahkan hubungi kami melalui chat online yang ada di pojok kanan bawah website ini atau melalui email: sales@metalextra.com Semoga bermanfaat. Wassalam!
Sumber:
Tim Kreatif Metalextra.com, Tulisan ini merupakan opini Pribadi di media milik sendiri.
Awalnya dipublikasikan pada9 April 2020 @ 10:15 AM