Abrasive is a material, often a mineral, that is used to shape or finish a workpiece through rubbing, which leads to part of the workpiece being worn away by friction. While finishing a material often means polishing it to gain a smooth, reflective surface, the process can also involve roughening as in satin, matte or beaded finishes. In short, the ceramics which are used to cut, grind and polish other softer materials are known as abrasives.
Cutting tool or cutter is used to cut, shape, and remove material from a workpiece by means of machining tools as well as shear deformation. There are several different types of single edge cutting tools that are made from a variety of hardened metal alloys that are vary in size as well as alloy composition depending on the size and the type of material being turned. These cutting tools are held stationary by what is known as a tool post which is what manipulates the tools to cut the material into the desired shape.
Machining is a process in which a material (often metal) is cut to a desired final shape and size by a controlled material-removal process. The processes that have this common theme are collectively called subtractive manufacturing, which utilizes machine tools, in contrast to additive manufacturing (3D printing), which uses controlled addition of material.
Material testing is an interdisciplinary field of materials science that covers the discovery of new materials and characteristic, classify particularly solids. The field is also commonly termed materials science and engineering emphasizing engineering aspects of building useful items, and materials physics, which emphasizes the use of physics to describe material properties.
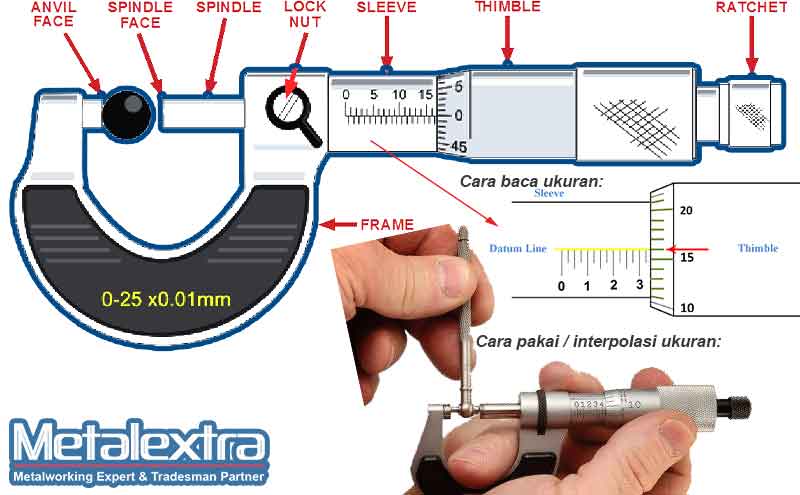
Metrology is defined by the International Bureau of Weights and Measures (BIPM) as "the science of measurement, embracing both experimental and theoretical determinations at any level of uncertainty in any field of science and technology". It establishes a common understanding of units, crucial to human activity. Metrology is a wide reaching field, but can be summarized through three basic activities: the definition of internationally accepted units of measurement, the realisation of these units of measurement in practice, and the application of chains of traceability (linking measurements to reference standards). These concepts apply in different degrees to metrology's three main fields: scientific metrology; applied, technical or industrial metrology, and legal metrology.
Overall maintenance functions can defined as maintenance, repair and overhaul (MRO), and MRO is also used for maintenance, repair and operations. The technical meaning of maintenance involves functional checks, servicing, repairing or replacing of necessary devices, equipment, machinery, building infrastructure, and supporting utilities in industrial, business, and residential installations. Over time, this has come to include multiple wordings that describe various cost-effective practices to keep equipment operational; these activities occur either before or after a failure.
Sawing are commonly used for cutting hard materials. They are used extensively in forestry, construction, demolition, medicine, and hunting. saw is a tool consisting of a tough blade, wire, or chain with a hard toothed edge. It is used to cut through material, very often wood, though sometimes metal or stone. The cut is made by placing the toothed edge against the material and moving it forcefully forth and less vigorously back or continuously forward. This force may be applied by hand, or powered by steam, water, electricity or other power source. An abrasive saw has a powered circular blade designed to cut through metal or ceramic.
Kami merangkum informasi dari setiap prinsipal dan inovator teknik dalam menemukan dan menganalisis masalah dengan keahlian tertentu yang diperlukan. Dengan kata lain, tantangan Anda dalam menghubungkan manusia dengan bidang keahlian yang mungkin membutuhkan solusi terbaru. Jika Anda ingin berkontribusi pada artikel maupun ingin memilki direct link dan update, silahkan hubungi kami di Sales@Metalextra.com
Kami merangkum informasi dari setiap prinsipal dan inovator teknik dalam menemukan dan menganalisis masalah dengan keahlian tertentu yang diperlukan. Dengan kata lain, tantangan Anda dalam menghubungkan manusia dengan bidang keahlian yang mungkin membutuhkan solusi terbaru. Jika Anda ingin berkontribusi pada artikel maupun ingin memilki direct link dan update, silahkan hubungi kami di Sales@Metalextra.com
Kami merangkum informasi dari setiap prinsipal dan inovator teknik dalam menemukan dan menganalisis masalah dengan keahlian tertentu yang diperlukan. Dengan kata lain, tantangan Anda dalam menghubungkan manusia dengan bidang keahlian yang mungkin membutuhkan solusi terbaru. Jika Anda ingin berkontribusi pada artikel maupun ingin memilki direct link dan update, silahkan hubungi kami di Sales@Metalextra.com
Selamat datang di Blog Metalextra — tujuan utama kami yang baru untuk pembaruan berita dan cerita terbaru dari dalam Metalextra dan mitra. Kami berharap Blog Metalextra akan memungkinkan kami membawakan Anda lebih banyak cerita dan memberi tahu mereka dengan lebih banyak cara. Terima kasih telah membaca!
Metalextra pertama kali memulai blogging pada tahun 2019 — saat sebelum pandemi menyerang dengan ketidakpastian. Sejak itu Metalextra telah meningkat, dan kami telah menerbitkan ribuan posting di sejumlah besar topik yang terdiri dari pembaruan Produk, Cerita dan kabar berita perusahaan mitra kami, Berita terkait industri presisi dan banyak lagi.
Kami ingin memudahkan Anda menemukan topik mengenai teknik dan konten bermanfaat yang bisa memperluas cakrawala anda dibindang teknik presisi dan pengembangan diri. Blog Metalextra ini dirancang dalam Bahasa Indonesia untuk tumbuh dan berubah seperti yang kami lakukan, sehingga saat kami memperkenalkan produk dan teknologi baru, agar andapun bisa menemukan dan memandu Anda mencari solusi cerdas industri. Dan semuanya hadir dengan gambar, video, dan tayangan slide yang lebih besar dan indah. Jika Anda ingin berkontribusi pada artikel maupun ingin memilki direct link dan update, silahkan hubungi kami di Sales@Metalextra.com
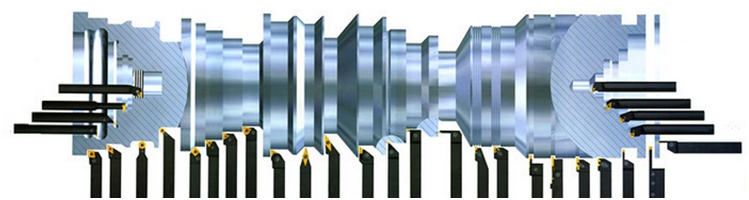
Pisau bubut ada banyak jenis geometrinya, standar material dan produsennya. Beragamnya tipe pisau insert ini berasal dari kebutuhan teknik bubut yang menuntut jenis geometri insert yang berbeda, misalnya: Straight turning; Shoulder turning; Rough turning; Finish turning; Taper turning; Eccentric turning; Straight turning. Di artikel kali ini kita akan bahas dengan ringkas tentang standar pisau insert dan cara baca Nomenclaturenya.
INSERT BUBUT STANDARNYA APA?
Teknisi bubut dan permesinan Indonesia memang sudah sejak lama menggunakan peralatan pisau bubut asal Jerman. Sehingga merek “WIDIA” atau “Wie Diamant” menjadi populer dan generik untuk menjelaskan pisau bubut sebagai pisau WIDIA. Produk pisau bubut dari produsen Eropa dan Amerika tersebut juga menguasai pasar dimasa lalu karena mereka memegang paten dan hak cipta yang bertahan puluhan tahun.
Dari sekian ratus paten ada bentuk dasar dari pisau bubut yang sudah habis masa patennya sehingga secara otomatis banyak digunakan dan dibakukan oleh organisasi ISO untuk standar bentuk Metrik dan ANSI untuk insert tipe Imperial/Inch. Hal ini membuat banyak produsen pisau bubut memberanikan diri untuk membuat pisau bubut dengan standar tersebut tanpa lisensi yang mahal lagi.
Pisau bubut umumnya sudah diatur dalam standar operasi lathe turning ISO. Namun, dalam standar perminyakan dan pipa oil & gas, seringkali digunakan standar Bubut imperial dari Amerika Serikat yang jauh berbeda. Harap perhatikan standar ini sebelum memesan pisau bubut di metalextra.com.
Selain bentuk geometri standar ISO, perkembangan industri moderen juga menempatkan material High Speed Steel menjadi bahan standar utama dalam membuat pisau bubut. Pisau bubut tipe HSS memang berhasil meningkatkan masa pakai pisau dimaterial standar seperti besi, baja stainless steel dan aluminium. Akan tetapi seiring dengan permintaan konsumen akan penggunaan material baru yang unik seperti logam keras Magnesium, Inconel, plastik HDPE, fiberglass FRP dan lainnya, pisau bubut standar dari material HSS tidak lagi mampu untuk memotong dengan efisien. Jadi walaupun pisau bubut insert berbahan HSS standar masih EFEKTIF dalam kategori pembubutan tertentu atau mesin dan material tertentu, pisau bubut HSS standar belum tentu EFISIEN.
KENAPA BENTUK JENIS MEREK INSERT BUBUT BANYAK SEKALI?
Di Indonesia sistem bubut yang teratur dari ISO asal Jerman sangat populer. Sistem ISO membuat para teknisi bisa memilih dan berpindah merek dengan lebih cepat tanpa perlu secara drastis mengubah program G dan mengubah jauh parameter feed dan speed dari mesin bubut. Material inti dari beragam pisau bubut memang masih mengandalkan HSS. Akan tetapi, manufaktur terus bersaing berinovasi mencari penambahan material lapisan coating tipis, keras, dan tahan aus termasuk titanium nitrida, zirkonium nitrida, titanium karbo-nitrida, titanium aluminium nitrida, chrome nitrida, berlian amorf dan berlian polikristalin.
Pisau Insert yang digunakan dalam pisau frais milling tidak dapat dignakan dengan gagang holder untuk posau bubut lathe. Seringkali pisau insert untuk mesin milling menggunakan standard dan paten mereka sendiri. Sedikit sekali pisau frais insert yang menggunakan standar ISO.
Terlepas dari jenis klasifikasi bentuk, jenis coating dan warna maupun desain dudukan holder dari pisau bubut tersebut, fungsi dan kinerja pisau bubut dari banyak merek produsen lebih diprioritaskan pada standar desain relief Chipbreaker dan sudut pemakanan mata pisaunya. Dalam proses operasi bubut dan permesinan sistem indexable, tentunya dibutuhkan kecermatan dalam memilih jenis pisau insert yang sesuai dengan material sekaligus berharga terjangkau.
Para manufaktur saat ini masih terus meneliti desain mata pisau bubut yang bertujuan meminimalkan gaya aksial dan torsi, sekaligus memaksimalkan umur pakai pisau bubut sesuai dengan jenis dari beragam material baru yang ingin dikerjakan. Sebagian besar distributor alat industri menawarkan beragam mata pisau bubut di katalognya. Setiap manufaktur terus berusaha mencari kombinasi desain dan material sesuai dengan bentuk geometri dan sudut pemakanan pisau bubut. Walaupun sekilas nampaknya sama, bisa saja efisiensi dan akurasi pemakanan dari pisau bubut tersebut berbeda. Dalam memilih insert untuk suatu operasi bubut, kita perlu memilihnya berdasarkan karakteristik berikut:
Seberapa fleksibelnya dalam memotong kontur bagian yang berbeda?
Berapa parameter daya putar dan tekan spindel yang dibutuhkan untuk memotong?
Desain serpihan potong atau chips/swarf seperti apa? Apakah mampu membuang panas berlebih? Apakah mampu lepas dengan baik?
Getaran vibrasi selama pemotongan seperti apa? Apakah mempengaruhi hasil dari luas dan arah gaya potong?
KENALI KODE NOMENCLATURE INSERT!
Tentu saja memutuskan jenis pisau pada mesin bubut ini bisa dikatakan hal yang lebih mudah dilakukan daripada sistem pemilihan pisau pada mesin milling dan bahkan pemilihan mata bor drill. Dalam pengoperasian mesin bubut turning lathe, memang dikenal sistem standarisasi internasional yang bernama ISO Turning dalam berbagai bentuk dan ukuran mata pisau. Satu hal yang penting untuk diingat dan dipahami adalah bahwa setiap insert yang tersedia di pasaran sebenarnya diatur dengan ketat dan memiliki kode atau nomenklatur yang terkait dengannya.
Apa itu Nomenklatur? Nomenklatur ini seperti aturan industri yang memberi tahu kita banyak tentang jenis dan tipe dari pisau insert umum tersebut. Nomenklatur sisipan balik adalah daftar beberapa huruf dan angka, tetapi lebih banyak data yang tersembunyi di dalamnya. Catatan: Penjelasan berikut sesuai dengan sistem ISO turning dengan skala ukur metric dan pembubutan Umum, Masukkan Bentuk Nomenklatur, Misalnya CNMG 120408
Huruf pertama dalam nomenklatur sisipan pembubutan umum memberi tahu kita tentang bentuk sisipan belokan umum, kode sisipan belokan seperti C, D, K, R, S, T, V, W. Sebagian besar kode ini pasti menyatakan bentuk sisipan bubut seperti
C = C Bentuk tipe pisau bubut Sisipan
D = D Shape pisau bubut Sisipan Turning Insert
K = K Shape pisau bubut Sisipan Turning Insert
R = Round Turning Insert atau pisau bubut Sisipan lingkaran
S = Square Turning Insert atau pisau bubut Sisipan kotak
T = Triangle Turning Insert atau pisau bubut Sisipan segitiga
V = V Shape Turning Insert atau pisau bubut Sisipan V tajam
W = W Shape Turning Insert atau pisau bubut Sisipan bentuk trigonometry
Nomenklatur pisau bubut diatas misalnya CNMG 120408.
1 = Bentuk dan rupa standar dari Pisau bubut insert sesuai standar ISO
2 = L atau Klasifikasi panjang dari Pisau bubut insert
04 = IC yaitu panjang tepian sudut yang bisa digunakan untuk memakan/menggerus/memotong material tipe sudah ISO
08 = Sudut Kemiringan tepian pisau insert
NOMENCLATURE INSERT BUBUT YANG PALING SERING DIPAKAI DI INDONESIA
Gambar dibawah ini memberi tahu kita lebih banyak tentang bentuk Insert yang paling sering digunakan dipasaran Indonesia:.
Biarpun ISO sudah mengatur standar bentuk geometri secara umum, material inti, bentuk relief mata pisau bubut CNC Turning, cara pembuatan pisau insert dan sifat pemotongannya antar merek tentu ada sedikit perbedaan. Bentuk pisau insert bubut turning umum memainkan peran yang sangat penting ketika kita ingin memilih insert untuk pemesinan. Tidak setiap pisau insert bubut turning cocok diganti dengan yang lainnya untuk operasi pemesinan bubut. Seringkali anda juga harus mengganti holdernya juga.
Karena pisau insert bubut sisipan tipe C, D, W biasanya digunakan untuk pemesinan awal atau permesinan kasar. Sebagai masinis cnc kita akan menggunakan insert tipe C dengan Roughing Cycle (G71 G72 untuk kontrol cnc Fanuc), Dan kita akan memilih tipe D insert insert untuk Finishing Cycle (G70 untuk Fanuc).
2 = Bubut dengan sudut pemakanan pisau disebut “Clearance” atau Clearance-Angle
Pembubutan Umum, Masukkan Nomenklatur Izin-Sudut
Huruf kedua pada umumnya nomenklatur insert balik memberi tahu kita tentang sudut clearance insert insert.
Sudut clearance untuk insert putar diberikan sebagai
B = Mendorong pisau Insert dengan sudut clearance 5 °
C = Mendorong pisau Insert dengan sudut jarak bebas 7 °
E = Memutar Masukkan dengan sudut jarak 20 °
N = Mendorong pisau Insert dengan sudut clearance 0 °
P = Mendorong pisau Insert dengan sudut clearance 11 °
Mengubah sudut celah masuk memainkan peran besar saat memilih insert untuk permesinan internal atau komponen kecil yang membosankan, karena jika tidak dipilih dengan benar, sudut insert bawah mungkin bergesekan dengan komponen yang akan menghasilkan permesinan yang buruk.
Di sisi lain pisau insert bubut dengan sudut bebas 0° sebagian besar digunakan untuk permesinan kasar.
3 = Memutar Masukkan Toleransi
Huruf ketiga dari nomenklatur insert pisau insert bubut umum memberi tahu kita tentang toleransi akurasi dimensi dari insert tersebut.
Ini adalah toleransi insert balik dalam ukuran insert yang berbeda, seperti toleransi dalam mengubah panjang insert, tinggi, dll. kita pribadi berpikir bahwa mereka tidak ada gunanya bagi seorang ahli mesin cnc, karena toleransi tesis ini kecil.
4 = Mengubah Jenis dan tipe bentuk relief “Chip Breaker” pisau insert bubut untuk kegunaan Pembubutan Umum
Huruf keempat dari nomenklatur pisau insert bubut umum memberi tahu kita tentang bentuk lubang insert insert dan tipe relief pemecah chip.
A = Memutar insert dengan lubang silinder
G = Memutar insert dengan lubang silinder dan Double-Sided Chipbreaker
M = Memutar insert dengan lubang silinder dan chipbreaker satu sisi
N = Memutar insert tanpa lubang dan tanpa Chipbreaker
P = Memutar insert dengan lubang silinder dan Hi-Double-Positive Chipbreaker
Q = Memutar insert dengan 40-60 ° Double Countersink Hole
R = Memutar sisipan dengan no-hole dan Single-Sided Chipbreaker
T = Memutar insert dengan 40-60 ° Double Countersink Chipbreaker satu sisi
W = Mendorong pisau insert dengan countersink ganda 40-60 °
X = Memutar sisipan dengan Desain Khusus
5 = Memutar Ukuran Sisipan
Nilai numerik dari insert putaran umum ini memberi tahu kami panjang cutting edge dari insert putaran. Pembubutan Umum, Masukkan Panjang Tepi Pemotongan
Nilai numerik dari insert putaran umum ini memberi tahu kita tentang ketebalan insert putaran.
7 = Sudut “Nose Radius” untuk Pembubutan Umum,
Masukkan Radius Hidung. Nilai numerik dari insert putaran umum ini memberi tahu kita tentang jari-jari hidung dari insert putar.
Kode = Nilai Radius
04 = 0,4
08 = 0,8
12 = 1.2
16 = 1.6
PISAU INSERT BUBUT LAINNYA
Selain untuk menggerus bagian eksternal dari material, bagian bubut internal juga menggunakan desain dan metode penggunaan yang sedikit berbeda. Pisau bubut untuk boring bar umumnya hanya bisa digunakan sebagai pisau untuk memperbesar dan menggerus bagian internal saja. Oleh karena itu perlu dibuat lubang awal secukupnya sebelum pisau boring bar bisa digunakan. Anda hanya perlu memastikan bahwa pisau bor twist drill yang digunakan tersebut memiliki kekuatan dan kemampuan yang cocok dalam memotong material dan membuang serpihan logam saat dibor.
KESIMPULAN
Pisau bubut ada banyak jenis geometrinya, standar material dan produsennya, akan tetapi, operasi pembubutan axial di mesin lathe memang bertujuan untuk membentuk dan menghasilkan permukaan berbentuk kerucut atau silinder sesuai dengan desain rancang bangun.
Temukan insert bubut Anda dengan mudah di antara 75 produk dari merek-merek terkemuka terutama: Widia, Kennametal, YG-1, Kyocera, Sumitool, Iscar, Walter, Sandvik Coromant dan lainnya melalui chat online yang ada di pojok kanan bawah website ini atau melalui email : sales@metalextra.com Semoga bermanfaat. Wassalam!
Sumber: Tim Kreatif Metalextra.com, Tulisan ini merupakan opini Pribadi di media milik sendiri.
Awalnya dipublikasikan pada18 Juni 2020 @ 12:52 PM