Abrasive is a material, often a mineral, that is used to shape or finish a workpiece through rubbing, which leads to part of the workpiece being worn away by friction. While finishing a material often means polishing it to gain a smooth, reflective surface, the process can also involve roughening as in satin, matte or beaded finishes. In short, the ceramics which are used to cut, grind and polish other softer materials are known as abrasives.
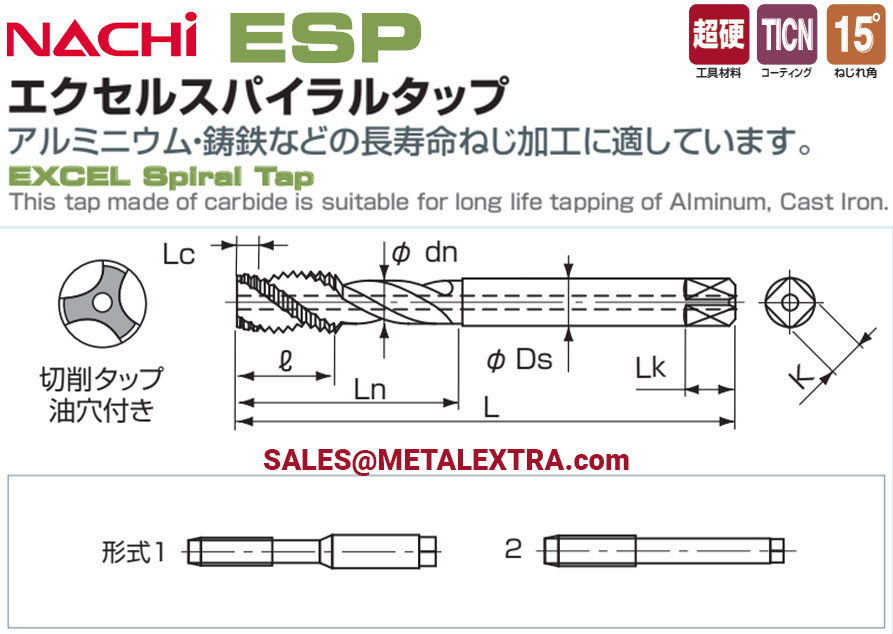
Cutting tool or cutter is used to cut, shape, and remove material from a workpiece by means of machining tools as well as shear deformation. There are several different types of single edge cutting tools that are made from a variety of hardened metal alloys that are vary in size as well as alloy composition depending on the size and the type of material being turned. These cutting tools are held stationary by what is known as a tool post which is what manipulates the tools to cut the material into the desired shape.
Machining is a process in which a material (often metal) is cut to a desired final shape and size by a controlled material-removal process. The processes that have this common theme are collectively called subtractive manufacturing, which utilizes machine tools, in contrast to additive manufacturing (3D printing), which uses controlled addition of material.
Material testing is an interdisciplinary field of materials science that covers the discovery of new materials and characteristic, classify particularly solids. The field is also commonly termed materials science and engineering emphasizing engineering aspects of building useful items, and materials physics, which emphasizes the use of physics to describe material properties.
Metrology is defined by the International Bureau of Weights and Measures (BIPM) as "the science of measurement, embracing both experimental and theoretical determinations at any level of uncertainty in any field of science and technology". It establishes a common understanding of units, crucial to human activity. Metrology is a wide reaching field, but can be summarized through three basic activities: the definition of internationally accepted units of measurement, the realisation of these units of measurement in practice, and the application of chains of traceability (linking measurements to reference standards). These concepts apply in different degrees to metrology's three main fields: scientific metrology; applied, technical or industrial metrology, and legal metrology.
Overall maintenance functions can defined as maintenance, repair and overhaul (MRO), and MRO is also used for maintenance, repair and operations. The technical meaning of maintenance involves functional checks, servicing, repairing or replacing of necessary devices, equipment, machinery, building infrastructure, and supporting utilities in industrial, business, and residential installations. Over time, this has come to include multiple wordings that describe various cost-effective practices to keep equipment operational; these activities occur either before or after a failure.
Sawing are commonly used for cutting hard materials. They are used extensively in forestry, construction, demolition, medicine, and hunting. saw is a tool consisting of a tough blade, wire, or chain with a hard toothed edge. It is used to cut through material, very often wood, though sometimes metal or stone. The cut is made by placing the toothed edge against the material and moving it forcefully forth and less vigorously back or continuously forward. This force may be applied by hand, or powered by steam, water, electricity or other power source. An abrasive saw has a powered circular blade designed to cut through metal or ceramic.
Kami merangkum informasi dari setiap prinsipal dan inovator teknik dalam menemukan dan menganalisis masalah dengan keahlian tertentu yang diperlukan. Dengan kata lain, tantangan Anda dalam menghubungkan manusia dengan bidang keahlian yang mungkin membutuhkan solusi terbaru. Jika Anda ingin berkontribusi pada artikel maupun ingin memilki direct link dan update, silahkan hubungi kami di Sales@Metalextra.com
Kami merangkum informasi dari setiap prinsipal dan inovator teknik dalam menemukan dan menganalisis masalah dengan keahlian tertentu yang diperlukan. Dengan kata lain, tantangan Anda dalam menghubungkan manusia dengan bidang keahlian yang mungkin membutuhkan solusi terbaru. Jika Anda ingin berkontribusi pada artikel maupun ingin memilki direct link dan update, silahkan hubungi kami di Sales@Metalextra.com
Kami merangkum informasi dari setiap prinsipal dan inovator teknik dalam menemukan dan menganalisis masalah dengan keahlian tertentu yang diperlukan. Dengan kata lain, tantangan Anda dalam menghubungkan manusia dengan bidang keahlian yang mungkin membutuhkan solusi terbaru. Jika Anda ingin berkontribusi pada artikel maupun ingin memilki direct link dan update, silahkan hubungi kami di Sales@Metalextra.com
Selamat datang di Blog Metalextra — tujuan utama kami yang baru untuk pembaruan berita dan cerita terbaru dari dalam Metalextra dan mitra. Kami berharap Blog Metalextra akan memungkinkan kami membawakan Anda lebih banyak cerita dan memberi tahu mereka dengan lebih banyak cara. Terima kasih telah membaca!
Metalextra pertama kali memulai blogging pada tahun 2019 — saat sebelum pandemi menyerang dengan ketidakpastian. Sejak itu Metalextra telah meningkat, dan kami telah menerbitkan ribuan posting di sejumlah besar topik yang terdiri dari pembaruan Produk, Cerita dan kabar berita perusahaan mitra kami, Berita terkait industri presisi dan banyak lagi.
Kami ingin memudahkan Anda menemukan topik mengenai teknik dan konten bermanfaat yang bisa memperluas cakrawala anda dibindang teknik presisi dan pengembangan diri. Blog Metalextra ini dirancang dalam Bahasa Indonesia untuk tumbuh dan berubah seperti yang kami lakukan, sehingga saat kami memperkenalkan produk dan teknologi baru, agar andapun bisa menemukan dan memandu Anda mencari solusi cerdas industri. Dan semuanya hadir dengan gambar, video, dan tayangan slide yang lebih besar dan indah. Jika Anda ingin berkontribusi pada artikel maupun ingin memilki direct link dan update, silahkan hubungi kami di Sales@Metalextra.com
Sebelum Anda mulai mempertimbangkan solusi otomatisasi, Anda juga perlu mengidentifikasi proses di mana Anda melihat ruang untuk perbaikan yang sesuai budget dan standar keselamatan kerja. Tentu saja karena teknologi otomasi yang terus berkembang, selalu ada perubahan signifikan dalam standar keamanan industri untuk robotika. Manajer keselamatan kerja, manajer operasional pabrik, dan lainnya perlu mengikuti kode dan peraturan terbaru. Lalu standar keamanan industri yang bagaimana bisa menjadi referensi awal anda?
STANDAR INDUSTRI KEAMANAN ROBOT OTOMASI
Saat ini, Indonesia memang belum secara keras membuat aturan mengenai Co-Bots maupun regulasi pada operasional sistem otomasi di industri manufaktur. Sistem otomasi ada dua jenis, yaitu full-automation yang tidak ada campur tangan manusia dalam prosees kerjanya, dan yang kedua yaitu Co-Bots, sistem otomasi yang membantu operator manusia.
Dalam industri otomasi internasional, setiap jenis otomasi umumnya memiliki standar penggunaan dan operasional otomasi yang mengacu pada Administrasi Keselamatan dan Kesehatan Kerja di Amerika Serikat (OSHA), ‘pelindung mesin’ yang berkaitan dengan persyaratan umum mesin dan industri umum (29 CFR 1910,212) secara konsisten masuk dalam sepuluh besar standar OSHA yang paling sering dikutip dilanggar pada tahun tertentu.
Berkat standar Robotic Industries Association (RIA) R15.06-2013, penilaian risiko yang tepat tidak lagi hanya merupakan praktik terbaik; seharusnya menjadi hal yang wajib. RIA 15.06-2013 menyelaraskan standar internasional dan AS. RIA 15.06-2013 ditulis agar sesuai dengan standar internasional yang sudah ada di Eropa. Standar ini membutuhkan identifikasi bahaya yang lebih baik tidak hanya terkait dengan gerakan robotik, tetapi juga dengan tugas yang sedang dilakukan. Selain itu, diperlukan validasi dan verifikasi sistem keselamatan yang digunakan dan memerlukan desain yang menggabungkan tindakan perlindungan untuk sel robot dan operator.
Beberapa perubahan terbesar dalam standar robot industri RIA 15.06 mencakup gerakan dengan peringkat keselamatan dan memungkinkan perangkat keamanan terprogram canggih untuk digunakan. Artinya, perangkat lunak tersebut sekarang akan diizinkan untuk mengontrol ‘nilai keamanan’ atau rating “safety” dari berbagai aspek fungsi robot, membatasi area di mana robot beroperasi dan kecepatan gerak robot.
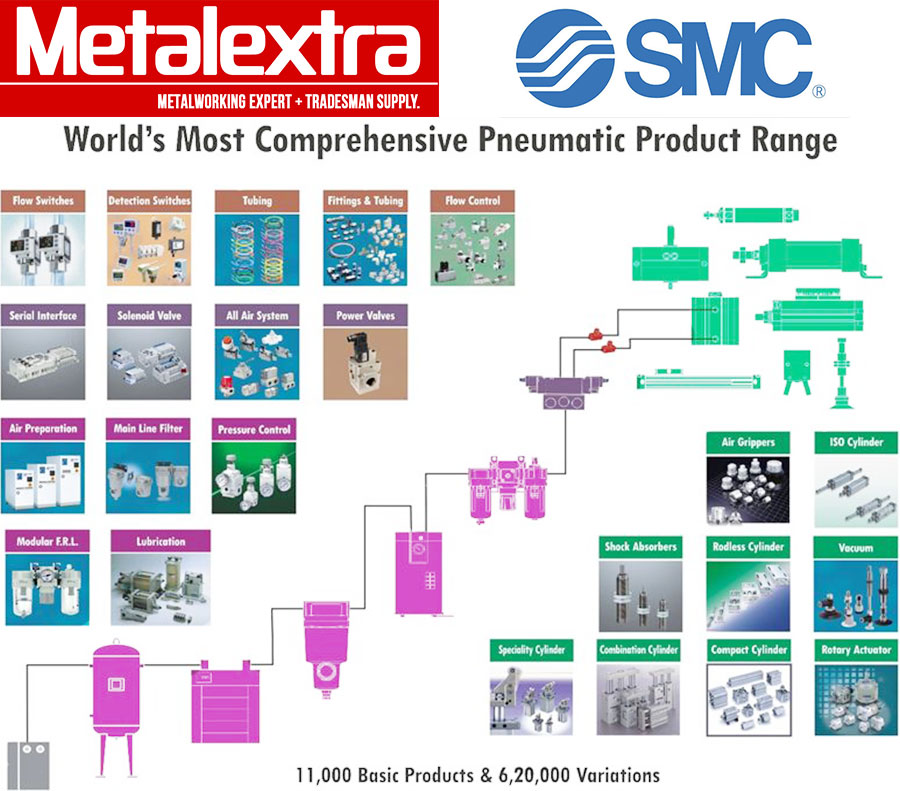
Rangkaian produk aktuator dan aksesoris pneumatis dari SMC Jepang bisa menjadi referensi anda dalam membangun sistem otomasi yang aman dan terjamin.
DASAR-DASAR PENILAIAN RISIKO PELINDUNG MESIN OTOMASI.
Langkah pertama bagi profesional fasilitas / keselamatan kerja adalah mengidentifikasi dan memahami semua kode dan peraturan yang berlaku untuk fasilitas dan operasi mereka. Selanjutnya, mereka harus memeriksa pilihan pelindung mesin yang berlaku untuk aplikasi tersebut untuk memvalidasi sistem keselamatan dan komponennya. Risiko bahkan dapat bervariasi antara operasi serupa, tergantung pada eksposur karyawan dan faktor lainnya.
Menentukan resiko. Saat melakukan penilaian risiko yang tepat, point-of-operation guarding adalah aspek yang paling terlibat. Sangat mudah untuk menempatkan pelindung perimeter di sekitar seluruh proses. Namun, dalam kebanyakan situasi, operator mesin perlu berinteraksi dengan proses dengan memuat atau membongkar material (seperti logam yang akan dilas) dan ‘menjalankan’ mesin. Banyak detail yang harus dipertimbangkan dalam hal ini, termasuk tata letak atau desain proses dan batasan sistem.
Setelah keparahan potensi bahaya telah ditentukan, frekuensi atau durasi paparan dan kemungkinan menghilangkan atau membatasi paparan dapat membantu manajer keselamatan memilih perangkat pelindung mesin yang tepat. Selain itu, menggunakan rumus jarak yang diidentifikasi dalam pedoman OSHA dapat membantu dalam pemilihan ini.
Sistem otomasi dalam material handling bisa mempercepat proses produksi, namun tentunya dibutuhkan manusia untuk proses troubleshooitng, maupun maintenance.
CONTOH PRAKTIS PENERAPAN STANDAR KESELAMATAN OTOMASI
Mesin yang bergerak secara otomasi tentu memiliki pola pergerakan rutin yang bisa saja justru membahayakan bagi manusia yang tidak menyadarinya. Membatasi paparan bahaya dari mesin yang bergerak ini tentu perlu diantisipasi. Adapun beberapa cara yang bisa dilakukan adalah sebagai berikut:
Penggunaan pengamanan pasif seperti lampu sinyal dan Tirai plastik thermalanti radiasi untuk mempermudah penglihatan manusia akan zona beresiko radiasi. Tipe ini terutama digunakan pada mesin marking laser maupun mesin las dengan suhu yang panas dan berdebu.
Menggunakan pengamanan aktif dengan peringatan seperti sensor pemindai laser, dan perangkat penginderaan kehadiran lainnya bisa digunakan sebagai metode pelindung mesin yang umum digunakan dan diterima secara luas di fasilitas manufaktur dari otomotif Tier 1 hingga bengkel workshop mesin kecil dan fasilitas fabrikasi. Sistem ini beroperasi mirip dengan sensor parkir pada mobil yang bisa mendeteksi obyek benda lain dan bisa memberikan feedback suara alarm.
Dengan penginderaan kehadiran, proses otomatis berhenti setelah pancaran inframerah perangkat keamanan terputus. Dalam banyak kasus, perangkat ini memberikan keamanan yang dapat diterima. Namun, ini tidak selalu menjadi pilihan terbaik di semua aplikasi, terutama setelah penilaian risiko dilakukan.
Kombinasi dari alat perintang pasif dan aktif. Digabungkan dengan interlock pengaman (hingga PLe per EN ISO 13849-1 jika diintegrasikan dengan benar), pintu penghalang otomatis yang bekerja cepat atau tirai lipat menawarkan peningkatan tingkat perlindungan untuk pelindung titik operasi.
SERTIFIKASI STANDAR BERDASARKAN ISO
Sistem pengemasan di Indonesia sebagian besar masih bersifat padat karya.
Anda bisa mempelajari lebih lanjut mengenai sertifikasi EN 954-1 hingga ISO 13849-1 dan EN 62061. Namun menurut tim kami di Metalextra, standar ISO 13849-1 memberikan serangkaian aturan yang ditentukan dengan jelas untuk diikuti saat merancang sistem keselamatan sebagaimana diterapkan pada sistem kontrol alat berat industri. Didefinisikan secara resmi sebagai “keselamatan mesin, bagian sistem kontrol yang terkait dengan keselamatan, prinsip umum untuk desain”, perubahan regulasi ini diperlukan karena proses manufaktur yang semakin kompleks menggunakan teknologi robotik dan otomatis.
Mengidentifikasi semua yang perlu Anda ketahui saat mempertimbangkan solusi otomatisasi dan cara mengintegrasikannya dengan mulus ke dalam manufaktur Anda merupakan tanggungjawab yang besar. Standar ISO 13849-1 kami anggap lebih praktis karena menerapkan akal sehat dan memaksa manajer fasilitas untuk memvalidasi sistem keselamatan mereka, sedangkan EN 954-1 hanya mewajibkan fasilitas untuk menerapkan perangkat keselamatan (kontrol) dengan benar, yang menetapkan teknologi usang yang tidak dapat diprogram.
KESIMPULAN
Teknologi baru tentunya menuntut konsentrasi baru bagi manufaktur untuk mempelajari dan mengeluarkan biaya ekstra untuk mendidik tenaga operasionalnya sekaligus mendaftarkan sertifikasi bagi production line yang sudah otomasi. EN ISO 13849-1 pada akhirnya membuat lingkungan manufaktur yang jauh lebih aman karena memperhitungkan kesenjangan regulasi dalam standar yang lebih lama. Untuk regulasi seperti RIA 15.06 dan EN ISO 13849-1, penting untuk mengikuti teknologi keselamatan terbaru dan terbaik yang tersedia untuk mencocokkan produk yang tepat dengan proses yang benar.
Jika Anda berminat untuk membeli alat kerja perbengkelan profesional ataupun beragam alat ukur dimensi metric lainnya silahkan hubungi kami melalui chat online yang ada di pojok kanan bawah website ini atau melalui email : sales@metalextra.com Semoga bermanfaat. Wassalam!
Sumber:
iso.org/
blog.isa.org/
Tim Kreatif Metalextra.com, Tulisan ini merupakan opini Pribadi di media milik sendiri.
Awalnya dipublikasikan pada11 January 2020 @ 3:16 PM