Order Guide WIDIA End Mill SuperFeed Clapp-DiCo™ SPF Series:
| Product # |
ISO Catalog Number |
ANSI Catalog Number |
Grade |
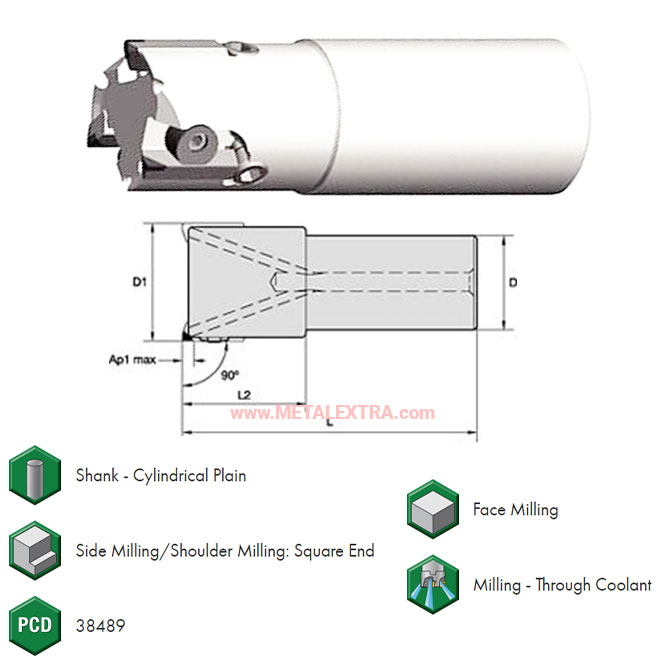
[D1]Effective Cutting Dia mm |
[D]Adapter/Shank/Bore Dia mm |
[L2]Head Length Metric |
[L] Overall Length Metric |
[AP1MAX]1st Max Cut Depth mm |
Number of Inserts |
Number of Adjustable Inserts |
Weight Kilograms |
Max RPM |
| 5363255 |
WSSEM05005RH |
WSSEM05005RH |
W |
50 |
32,0 |
42 |
100 |
6350 |
5 |
5 |
0.79 |
25300 |
| 5363254 |
WSSEM04004RH |
WSSEM04004RH |
W |
40 |
32,0 |
42 |
100 |
6350 |
4 |
4 |
0.49 |
28300 |
| 5363253 |
WSSEM03203RH |
WSSEM03203RH |
W |
32 |
32,0 |
42 |
100 |
6350 |
3 |
3 |
0.54 |
31600 |
| 5363252 |
WSSEM02502RH |
WSSEM02502RH |
W |
25 |
20,0 |
40 |
100 |
6350 |
2 |
2 |
0.22 |
35800 |
WIDIA End Mill SuperFeed 5363252 SPF Series Application company:
| Recommended Starting Feeds [mm] |
| Insert Geometry |
Programmed Feed per Tooth (fz) as a % of Radial Depth of Cut (ae) |
Insert Geometry |
|
| |
10.00% |
20.00% |
30.00% |
40.00% |
50–100% |
|
|
| SDR… |
0,08 |
0,17 |
0,33 |
0,06 |
0,13 |
0,25 |
0,06 |
0,11 |
0,22 |
0,05 |
0,10 |
0,20 |
0,05 |
0,10 |
0,20 |
SDR… |
|
| EDR… |
0,08 |
0,17 |
0,33 |
0,06 |
0,13 |
0,25 |
0,06 |
0,11 |
0,22 |
0,05 |
0,10 |
0,20 |
0,05 |
0,10 |
0,20 |
EDR… |
|
| LightMachining |
GeneralPurpose |
HeavyMachining |
|
|
|
|
|
| ae/D1 = |
0,2 |
0,3 |
0,4 |
| fz-Factor |
1,5 |
1,3 |
1,0 |
| vc-Factor |
1,3 |
1,2 |
1,1 |
| ae/D1 = |
0,2 |
0,3 |
0,4 |
| fz-Factor |
1,5 |
1,3 |
1,0 |
| vc-Factor |
1,3 |
1,2 |
1,1 |
| Recommended Starting Feeds [IPT] |
| Insert Geometry |
Programmed Feed per Tooth (fz) as a % of Radial Depth of Cut (ae) |
Insert Geometry |
|
| |
10.00% |
20.00% |
30.00% |
40.00% |
50–100% |
|
|
| SDR… |
0.003 |
0.007 |
0.011 |
0.003 |
0.005 |
0.008 |
0.002 |
0.004 |
0.007 |
0.002 |
0.004 |
0.006 |
0.002 |
0.004 |
0.006 |
SDR… |
|
| EDR… |
0.003 |
0.007 |
0.011 |
0.003 |
0.005 |
0.008 |
0.002 |
0.004 |
0.007 |
0.002 |
0.004 |
0.006 |
0.002 |
0.004 |
0.006 |
EDR… |
|
| LightMachining |
GeneralPurpose |
HeavyMachining |
|
|
|
|
|
| ae/D1 = |
0.2 |
0.3 |
0.4 |
| fz-Factor |
1.5 |
1.3 |
1 |
| vc-Factor |
1.3 |
1.2 |
1.1 |
| ae/D1 = |
0.2 |
0.3 |
0.4 |
| fz-Factor |
1.5 |
1.3 |
1 |
| vc-Factor |
1.3 |
1.2 |
1.1 |