Abrasive is a material, often a mineral, that is used to shape or finish a workpiece through rubbing, which leads to part of the workpiece being worn away by friction. While finishing a material often means polishing it to gain a smooth, reflective surface, the process can also involve roughening as in satin, matte or beaded finishes. In short, the ceramics which are used to cut, grind and polish other softer materials are known as abrasives.
Cutting tool or cutter is used to cut, shape, and remove material from a workpiece by means of machining tools as well as shear deformation. There are several different types of single edge cutting tools that are made from a variety of hardened metal alloys that are vary in size as well as alloy composition depending on the size and the type of material being turned. These cutting tools are held stationary by what is known as a tool post which is what manipulates the tools to cut the material into the desired shape.
Machining is a process in which a material (often metal) is cut to a desired final shape and size by a controlled material-removal process. The processes that have this common theme are collectively called subtractive manufacturing, which utilizes machine tools, in contrast to additive manufacturing (3D printing), which uses controlled addition of material.
Material testing is an interdisciplinary field of materials science that covers the discovery of new materials and characteristic, classify particularly solids. The field is also commonly termed materials science and engineering emphasizing engineering aspects of building useful items, and materials physics, which emphasizes the use of physics to describe material properties.
Metrology is defined by the International Bureau of Weights and Measures (BIPM) as "the science of measurement, embracing both experimental and theoretical determinations at any level of uncertainty in any field of science and technology". It establishes a common understanding of units, crucial to human activity. Metrology is a wide reaching field, but can be summarized through three basic activities: the definition of internationally accepted units of measurement, the realisation of these units of measurement in practice, and the application of chains of traceability (linking measurements to reference standards). These concepts apply in different degrees to metrology's three main fields: scientific metrology; applied, technical or industrial metrology, and legal metrology.
Overall maintenance functions can defined as maintenance, repair and overhaul (MRO), and MRO is also used for maintenance, repair and operations. The technical meaning of maintenance involves functional checks, servicing, repairing or replacing of necessary devices, equipment, machinery, building infrastructure, and supporting utilities in industrial, business, and residential installations. Over time, this has come to include multiple wordings that describe various cost-effective practices to keep equipment operational; these activities occur either before or after a failure.
Sawing are commonly used for cutting hard materials. They are used extensively in forestry, construction, demolition, medicine, and hunting. saw is a tool consisting of a tough blade, wire, or chain with a hard toothed edge. It is used to cut through material, very often wood, though sometimes metal or stone. The cut is made by placing the toothed edge against the material and moving it forcefully forth and less vigorously back or continuously forward. This force may be applied by hand, or powered by steam, water, electricity or other power source. An abrasive saw has a powered circular blade designed to cut through metal or ceramic.
Kami merangkum informasi dari setiap prinsipal dan inovator teknik dalam menemukan dan menganalisis masalah dengan keahlian tertentu yang diperlukan. Dengan kata lain, tantangan Anda dalam menghubungkan manusia dengan bidang keahlian yang mungkin membutuhkan solusi terbaru. Jika Anda ingin berkontribusi pada artikel maupun ingin memilki direct link dan update, silahkan hubungi kami di Sales@Metalextra.com
Kami merangkum informasi dari setiap prinsipal dan inovator teknik dalam menemukan dan menganalisis masalah dengan keahlian tertentu yang diperlukan. Dengan kata lain, tantangan Anda dalam menghubungkan manusia dengan bidang keahlian yang mungkin membutuhkan solusi terbaru. Jika Anda ingin berkontribusi pada artikel maupun ingin memilki direct link dan update, silahkan hubungi kami di Sales@Metalextra.com
Kami merangkum informasi dari setiap prinsipal dan inovator teknik dalam menemukan dan menganalisis masalah dengan keahlian tertentu yang diperlukan. Dengan kata lain, tantangan Anda dalam menghubungkan manusia dengan bidang keahlian yang mungkin membutuhkan solusi terbaru. Jika Anda ingin berkontribusi pada artikel maupun ingin memilki direct link dan update, silahkan hubungi kami di Sales@Metalextra.com
Selamat datang di Blog Metalextra — tujuan utama kami yang baru untuk pembaruan berita dan cerita terbaru dari dalam Metalextra dan mitra. Kami berharap Blog Metalextra akan memungkinkan kami membawakan Anda lebih banyak cerita dan memberi tahu mereka dengan lebih banyak cara. Terima kasih telah membaca!
Metalextra pertama kali memulai blogging pada tahun 2019 — saat sebelum pandemi menyerang dengan ketidakpastian. Sejak itu Metalextra telah meningkat, dan kami telah menerbitkan ribuan posting di sejumlah besar topik yang terdiri dari pembaruan Produk, Cerita dan kabar berita perusahaan mitra kami, Berita terkait industri presisi dan banyak lagi.
Kami ingin memudahkan Anda menemukan topik mengenai teknik dan konten bermanfaat yang bisa memperluas cakrawala anda dibindang teknik presisi dan pengembangan diri. Blog Metalextra ini dirancang dalam Bahasa Indonesia untuk tumbuh dan berubah seperti yang kami lakukan, sehingga saat kami memperkenalkan produk dan teknologi baru, agar andapun bisa menemukan dan memandu Anda mencari solusi cerdas industri. Dan semuanya hadir dengan gambar, video, dan tayangan slide yang lebih besar dan indah. Jika Anda ingin berkontribusi pada artikel maupun ingin memilki direct link dan update, silahkan hubungi kami di Sales@Metalextra.com
Jika proses atau material yang anda kerjakan di milling, dibor, Shearing, dipotong dengan plasma cutter, di sand blast cutting, water jet, punch die, laser, atau gilingan, pasti anda ingin agar material tersebut memiki permukaan yang baik dan mulus sesuai fungsinya. Apa Standar Industri anda untuk Deburring? Menggunakan “feeling” atau ada angka kekasaran permukaan tertentu yang ingin diukur dan menjadi target kualitas? Apakah dengan menggerinda bekas pengelasan cukup?
BURRING ITU APA?
“Burr” atau tepian tajam yang betuknya kecil muncul karena pemotongan dan penggergajian dengan sudut yang tajam. Burr bisa berupa sudut tajam dan bergerigi yang dapat diminimalkan atau dicegah dengan mempertimbangkan bahan, fungsi, bentuk, dan pemrosesan dalam fase desain dan rekayasa manufaktur pengembangan produk.
Burring yang ada di tepian lubang yang dibor menyebabkan masalah saat material akan dipersiapkan menjadi ulir fastener. Gerinda menyebabkan lebih banyak tekanan terkonsentrasi di tepi lubang, mengurangi ketahanan terhadap patah dan memperpendek umur kelelahan. Mereka mengganggu tempat duduk pengencang, menyebabkan kerusakan pada pengencang atau rakitan itu sendiri. Retak yang disebabkan oleh tegangan dan regangan dapat mengakibatkan kegagalan material. Gerinda dalam lubang juga meningkatkan risiko korosi, yang mungkin disebabkan oleh variasi ketebalan lapisan pada permukaan yang lebih kasar. Sudut tajam cenderung memusatkan muatan listrik, meningkatkan risiko pelepasan listrik statis. Gerinda di bagian yang bergerak meningkatkan gesekan dan panas yang tidak diinginkan. Permukaan kasar juga mengakibatkan masalah dengan pelumasan, karena keausan meningkat pada antarmuka suku cadang. Ini membuatnya perlu untuk menggantinya lebih sering. Penumpukan muatan listrik dapat menyebabkan korosi.
JENIS BURRING ITU APA SAJA?
Benda kerja produksi tentunya memilki standar kualitas tertentu yang ingin dikejar. Oleh sebab itulah proses finishing dilakukan. Biasanya bahan yang tidak diinginkan tersebut bisa diratakan, ditumpulkan atau dihapus dan dihaluskan dengan alat kerja dan prosesnya yang disebut ‘deburring’. Kehalusan permukaan ruang bakar pada mesin juga pasti berbeda dengan tingkat kehalusan dari pelat rangka kendaraan dan begitupula dengan produsen peralatan rumah tangga seperti kompor dan panci yang tentunya tidak ingin penggunanya mengalami luka saat penggunaan wajan hasil produksinya, begitupula seterusnya. Dalam sistem produksi massal dibutuhkan pemolesan deburring yang sesuai dengan kualitas produksi dan biaya yang terjangkau.
Ada tiga jenis burr yang dapat dibentuk dari operasi pemesinan: burr poisson, burr rollover, dan burr breakout. Rollover burr adalah bentuk yang paling umum. Gerinda dapat diklasifikasikan berdasarkan cara fisik pembentukannya. Deformasi plastis material meliputi aliran lateral (Poisson burr), bending (rollover burr), dan robeknya material dari benda kerja (tear burr). Solidifikasi atau redeposisi material menghasilkan manik-manik recast. Cutoff material yang tidak lengkap menyebabkan proyeksi cutoff dan retakan yang bisa menjalar disekujur material logam.
DEBURRING VS ABRASIVE
Proses Deburring yang umum dalam bidang metalworking merupakan kombinasi dari penggunaan cutting tool dan abrasif. Pemilihan alat kerjanya sangatlah tergantung dari jenis material yang akan dikerjakan secara substraktif (secara machining dengan cutting tool) maupun kualitas finishing yang akan ditargetkan serta alat consumable yang bersifat abrasif. Yang mebedakan deburring dan proses abrasif secara umum adalah dari penggunaan butiran agregat yang digunakan untuk memakan dan mengikis material. Secara umum, deburring dengan sistem filing bisa dilakukan lebih cepat.
Proses filing dengan menggunakan besi kikir) dan pengamplasan juga merupakan proses penghapusan material di bidang manufaktur. Tergantung pada penggunaannya, baik untuk penggergajian dan penggerindaan yang berlaku, secara fungsional memang serbaguna dalam operasi finishing. Penggunaan file dan batu asah maupun besi file kikir maupun mesin grinding juga merupakan pengerjaan deburring.
Proses deburring sebagian besar juga tergolong proses finishing yang akan mempengaruhi biaya produksi. Ada banyak proses deburring, tetapi yang paling umum adalah finishing massal, finishing spindle, blasting media, pengamplasan, penggilingan, penyikatan dengan sikat kawat, pemesinan aliran abrasif, deburring elektrokimia, electropolishing, metode energi termal, permesinan, dan deburring manual.
Proses deburring bisa juga dilakukan dengan menggosok kawat halus di tepi alat yang baru diasah atau sebagai bagian permukaan yang ditinggikan; jenis “Burr” ini biasanya terbentuk ketika palu menghantam permukaan. Gerinda juga bisa digunakan untuk proses deburring pada material hasil operasi permesinan, seperti pengelasan, Press brake atau pemotongan, binder, penggilingan milling, pengeboran, penggilingan maupun ukiran manual.
Proses Deburring menghaluskan tepian tajam dan menumpulkan atau biasa disebut juga dengan proses chamfering.
KENAPA DEBURRING DENGAN MANUAL DIGUNAKAN DALAM TEKNOLOGI TINGGI?
Deburring secara umum bisa dikategorikan sebagai pemahatan manual dengan tangan (kadang-kadang disebut sebagai deburring “manual′′). Metode kerja ini paling umum digunakan ketika menyelesaikan produk logam dan plastik, biasanya dilakukan dengan menerapkan alat deburring genggam terhadap bagian tetap atau genggam.
Manual deburring adalah proses deburring yang paling umum karena merupakan proses yang paling fleksibel. Itu juga hanya membutuhkan alat yang murah dan memungkinkan untuk inspeksi instan. Deburring manual dapat dilakukan dengan alat-alat seperti pengikis, file, amplas, batu dan reamers atau dengan alat-alat listrik genggam yang menggunakan titik abrasif, amplas, atau pemotong yang serupa dengan yang digunakan untuk mendebur selama pemesinan.
Hand Deburring merupakan teknik dan wawasan tentang banyak masalah teknis dan manusia yang mencakup teknologi deburring. Meskipun budaya manufaktur yang berlaku melihat otomatisasi sebagai solusi untuk masalah deburring dan peneliti menyimpulkan bahwa masa depan terletak pada pembelajaran untuk menghindari penggunaan gerinda yang lebih keras pemakanan materialnya, perhatian terhadap keterampilan deburring tangan menjadi lebih penting
CHEMICAL DEBURRING MANUAL DENGAN REAKSI KIMIAWI
Chemical Deburring & Polishing Deburr merupakan proses revolusioner untuk menghaluskan sebagian besar jenis baja karbon. Proses kimia tanpa listrik yang unik ini menghilangkan gerinda pada bagian baja yang dibuat dengan pemotongan, penggilingan, penempaan, dan pencetakan, tanpa mendistorsi bagian yang paling rumit sekalipun.
Deburring kimia dan pemolesan kimia adalah proses yang disesuaikan untuk paduan kuningan, tembaga, dan perunggu. Keuntungan dari deburring kimia Tidak ada batasan pada desain bagian yang dapat dirawat dengan deburring kimia, tetapi metode ini paling bermanfaat pada bagian yang akan mendapatkan nilai tertentu dan memiliki permintaan untuk deburring. Namun metode secara kimiawi ini membutuhkan proses pengolahan limbah tambahan yang tentu saja menambah beban flow produksi dan hanya bisa dilakukan pad beragam material yang bertipe dan berbentuk yang sama.
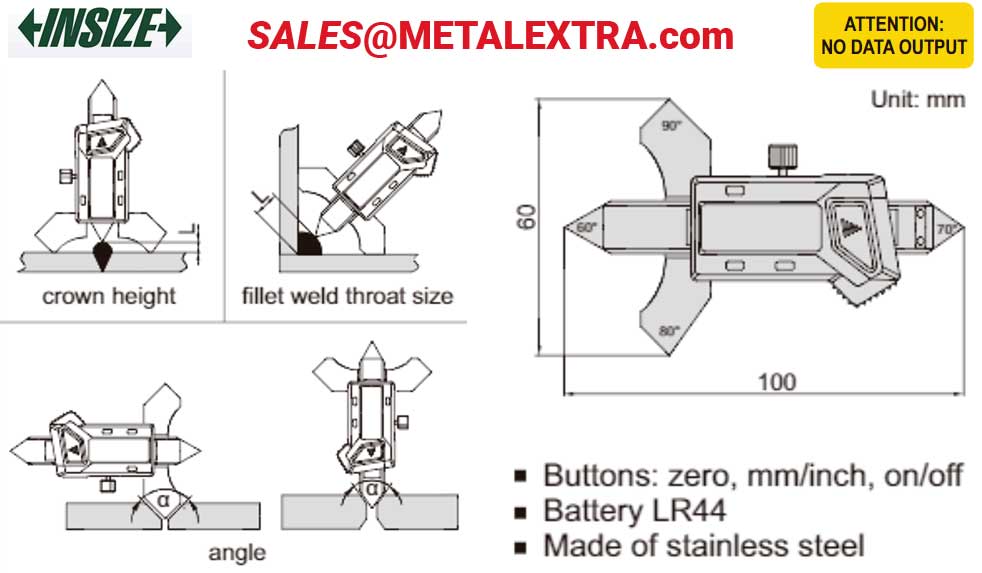
Deburring juga bisa dilakukan untuk menghaluskan lajur pengelasan atau welding bead. Akurasi hasil deburring juga bisa diukur dengan alat ukur Chamfer Gauge.
DEBURRING DENGAN MANUAL FRIKSI VS KIMIAWI MEKANIS
Alat-alat untuk pengerjaan deburring ini tersedia dalam berbagai konfigurasi, termasuk pisau, bilah, pencakar, countersink, file, sikat, dan bur putar. Prosedur deburring ini dikenal juga dengan istilah “penumpulan” atau pembuatan permukaan logam yang tepinya tajam (karena hasil potong/gergaji) menjadi “Bevel”.
Deburring juga sering kali dilakukan untuk membuat tepi atau tonjolan tidak rata. Alat deburring juga sangat berguna untuk membulatkan tepi kasar pada hampir semua hal. Dengan membersihkan tepi logam setelah pengelasan, pabrikan mencegah kecelakaan berbahaya, meningkatkan kemampuan produk untuk bekerja dengan baik, dan meningkatkan daya tarik estetika.
Anda dapat menggunakan alat deburring untuk meratakan tepi pipa PVC atau untuk menghilangkan bintik kasar pada tepi potongan kayu. Menggunakan alat deburring adalah cukup mudah, tetapi mengetahui tentang prosesnya sebelum Anda memulai akan membantu. Mungkin berguna juga untuk mengetahui apa yang harus dipertimbangkan saat memilih alat dan apa yang harus Anda lakukan untuk menjaga diri Anda tetap aman.
Deburring pada permukaan internal melalui lubang. permukaan luar. Putar bilah 90˚ dari posisi satu dan masukkan pada bukaan, putar lagi bilah 90˚ secara manual agar tepian lubang yang dihaluskan bisa menjadi rata dan mulus. UNTUK MENGGANTI PISAU, bagian aluminium di atas setiap pegangan menyembunyikan kunci allen yang sesuai. Tarik dari pegangan dan gunakan kunci untuk melepas dan mengganti pisau.
PARAMETER MEMILIH ALAT DEBURRING TANGAN YANG TEPAT
Deburring dengan blade dan scraper yang dirancang khusus untuk aplikasi tertentu akan memungkinkan deburring cepat pada lubang, tepi dekat dan jauh, permukaan internal dan eksternal, slot, sudut dan tepi lembaran. Berikut ini hal yang harus anda perhatikan dalam memilih metode dan pisau deburring:
Bahan dan geometri bagian
Ukuran dan sifat keripik (mis. spiral atau bubuk)
Lokasi duri dan seberapa sulit dijangkau
Panjang dan lokasi tepi yang akan di-deburred
Jumlah benda kerja yang didebur
Desain ergonomis dari handel dan tipe gagang holder atau soket pisau deburring
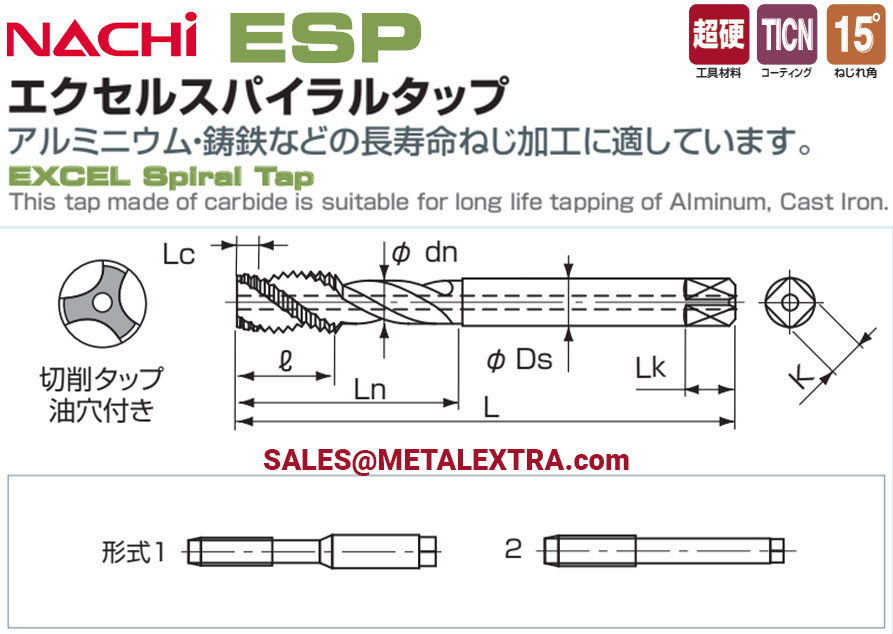
Burr di lubang yang dibor menyebabkan masalah pengikat fastener karena menyebabkan lebih banyak tekanan terkonsentrasi di tepi lubang. Oleh sebab itu, untuk mengurangi ketahanan terhadap patah dan memperpendek umur kelelahan sekrup, Countersink dan counterbore sangat cocok digunakan. Cutting tool deburring tioe ini sudah sesuai untuk beban tertinggi pada baja INOX, baja tahan karat dan Hardox. Cocok untuk pekerjaan bor, countersinking dan deburring universal chatter dan bebas burr untuk sekrup countersunk DIN 963, DIN 964, DIN 965, DIN 966 dan DIN 7991 dalam satu langkah
DEBURRING DENGAN TANGAN STANDARNYA APA?
Sampai sekarang, tidak ada standar industri khusus yang “memaksa” dan diwajibkan untuk penentuan kualitas deburring. Namun, dalam abrasif ada standar grit dan “decoloring” yang diterapkan. Jadi satu-satunya standar adalah standar yang diterapkan oleh kualitas produk anda sendiri. Bagi sebagian orang, suatu bagian dianggap kabur ketika “Burr” sudah vertikal dihilangkan. Bagi yang lain, sebagian tidak sepenuhnya didebur sampai ujung bagian memiliki jari-jari. Dengan ribuan mesin dalam layanan dan pengalaman belasan tahun, kami dapat membantu anda mencari sistem deburring maupun alat ukur kekasaran permukaan yang akan memenuhi standar anda. Teknologi deburring dan konteks di mana metode tangan berfungsi memang tergantung dengan bentuk benda yang akan dibentuk. Standar terbaru yang dikembangkan oleh Worldwide Burr Technology Committee dan diskusi tentang penyelesaian akhir– faktor yang menggambarkan evolusi deburring menjadi disiplin teknik.
Secara detail, perhitungan biaya memberikan tinjauan kritis metode evaluasi biaya dan melihat empat aspek dalam menentukan biaya riil. Aturan praktis yang mapan memperkirakan biaya sebesar 3% dari waktu masinis, tetapi penelitian saat ini menempatkan faktor tersebut mendekati 10%. Praktik umum dengan kumpulan pengamatan praktik baik dan buruk dalam industri memang membutuhkan tinjauan umum prosedur umum untuk memilih alat dan menghilangkan gerinda dari ulir dan permukaan mesin umum lainnya. Yang perlu diperhatikan adalah diskusi tentang isu-isu yang mempengaruhi kualitas dan kinerja operasi deburring.
Bagian tengah alat kerja yang dibagi rata antara alat logam (kikir, bur, pengikis, dll.) dan abrasive (titik terpasang, abrasive berlapis, dll.). Dalam mencakup berbagai macam alat yang tidak biasa seperti alat penggosok kayu menunjukkan upaya untuk mencapai kualitas halus yang komprehensif.
TINGKAT PRESISI DEBURRING BAGAIMANA CARANYA?
Siapapun bisa mengeksplorasi berbagai alat yang tersedia Struktur khas tentang cara memilih produk dan memecahkan masalah aplikasi ditambahkan. Perbandingan metode yang berbeda mudah dilakukan dengan banyaknya masalah lingkungan, kesehatan, dan keselamatan dibahas dalam bab terpisah serta detail khusus untuk produk terpilih di masing-masing metode yang dipilih.
Tentu saja menggunakan peralatan perkakas tangan juga memiliki resiko dan ketidaknyamanan, Misalnya tentang faktor manusia seperti carpal tunnel syndrome muncul karena perkakas yang digunakan berntuknya tidak ergonomi. Oleh karena itu agar mendapatkan Hasil Maksimal dari Operasi Anda, ada hal teknis yang dapat mengurangi biaya dan meningkatkan produktivitas operasi deburring. Melengkapi cakupan, bagian penutup membahas pelatihan, dan alat inspeksi.
KESIMPULAN
Di Metalextra, rencana kerja kami terlaksana karena kami mendengarkan, mengulas, dan menganalisis tantangan dari pelanggan kami. Spesialis kami akan memulai dengan menghabiskan waktu di lantai workshop Anda dan di laboratorium Anda. Kemudian, kami mencari solusi dan menemukan jawaban yang sesuai dengan kebutuhan anda.
Jika Anda berminat untuk membeli alat kerja presisi ataupun beragam alat aksesoris machining dan cutting tool dimensi metric lainnya silahkan hubungi kami melalui chat online yang ada di pojok kanan bawah website ini atau melalui email: sales@metalextra.com Semoga bermanfaat. Wassalam!
Sumber:
Tim Kreatif Metalextra.com, Tulisan ini merupakan opini Pribadi di media milik sendiri.
Awalnya dipublikasikan pada5 February 2020 @ 2:07 PM